CANNING OF VEGETABLES
Much of the equipments used in the preparation of fruit can be employed also in the preparation of vegetables, and this applies also to canning lines and retort, but other machines such as dicers, slicers and blanchers are required for the general vegetable pack.
All vegetables should be washed and root vegetables are best cleaned prior to any preparation, whereas others, such as green beans, are better washed after cutting etc.
Exhausting
The exhausting of vegetables is equally important as it is for fruits. A vacuum in any canned product is essential where good quality and long life are to be attained and processing is at high temperatures. The can closed at a low temperature will develop a much higher internal pressure than which contains a reasonable amount of vacuum. Furthermore, the quality of vegetables is always better when the oxygen and gases have been driven out before sealing.
A long exhaust is not always essential, but a can center temperature of at least 160°F. Should be obtained, and since vegetables are not affected by a sudden rise in temperature before sealing, the steam exhauster can be used with advantage.
Blanching
There are many ways of performing this operation, and in selecting the type of machine careful consideration should be given to varieties of vegetables to be balanced, i.e. peas and most other vegetables are handled in a standard rotary blancher, whereas 'asparagus' requires special type of machines.
Blanching or scalding of vegetables in hot water or steam is useful for the following reasons:
- Removal of gases from vegetables.
- Removal of surface infection.
- Removal of excess starch (dried peas).
- Cleaning of vegetables.
- Improvement of colour.
- Improvement of texture.
- Making the vegetables easier to cut or shape. One important factor of blanching is the continued introduction of fresh water.
Washing and Blanching
Washing removes the starch and other matter brought out by blanching. Rod washers are suitable for most products and are preferred to shaker type, as the vegetables are turned over and agitated more while they receive water from the sprays.
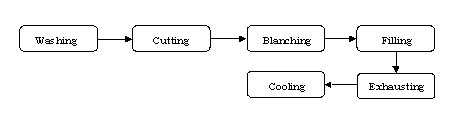
Canning of broad beans
1. Broad Beans
Broad beans have now become a very popular pack in our country and a good pack can be produced provided the canner uses the right variety and grades carefully for size and quality. Following steps are involved in canning these beans. :
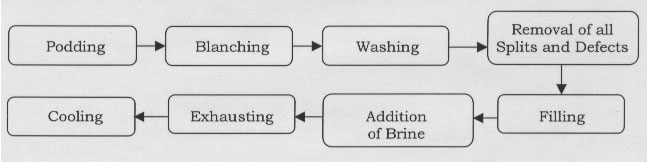
Process flow diagram for canning of broad beans
(a) Podding
Broad beans must be harvested and canned at an early stage to secure tender beans and over matured beans will give very tough skins which are impossible to soften in the process. Several types of machines are available for small and large output. These machines have a capacity of several cwt. Per hour and these are usually arranged in batteries of six, individually fed and discharging beans on to one inspection conveyor. The beans are picked from the vines for these machines. To operate these machines successfully, it is most essential to avoid overfeeding and they must be kept clean at all times as bean pods are inclined to build up and choke the machine quickly.
(b) Blanching
This is best done at a temperature of not more than 170°F for two minutes, and a heavy blanching at a high temperature should be avoided, as it is inclined to split the bean, with the result that half-beans and skin will leave the machine separately. After blanching, the product should be given a through wash and beans should pass directly from the washing machine over an inspection belt to remove all splits and defects.
(c) Fillings
For a speed of 30 cans per minute the hand-pack filler is suitable and one operator should check the weight continually. High-speed filling is carried out on the standard pea and bean filler and necessary modification in the machinery should be made to the cut off plate to prevent crushing or cutting or the beans.
After filling, the brine should be added hot, containing 8 kgs. of salt and 7 kgs. of sugar per 100 gallon. All cans should be exhausted to reach a center temperature of 170°F. Process A2 cans for 25 minutes at 240°F, and cool very quickly. Only vegetable lacquered cans should be used.
2. Green Beans
This is a very popular pack, but, unfortunately it is one which canners are inclined to spoil by attempting to spread the season over a long period. The vegetable is referred to as the string less green bean and it can be true to name if picked at right stage of maturity, but in common with all vegetables, it will become tough and stringy when over matured.
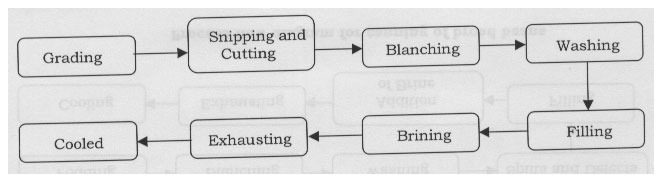
Process flow diagram for canning for green beans
Green beans are delivered to the cannery in boxes or cotton bags. Hessian bags should never be used for two reasons:
- The air cannot flow freely through the Hessian bag and the beans will become hot, and sweat.
- The Hessian tends to cling to the beans and it is most difficult to wash off.
Where there is an occasion to hold beans for two or three hours should be placed on a cold floor in single rows with the tops open and between each row sufficient space to allow free travel of air. Where the canner has cold room space available (30°F), the beans should be placed in slatted trays or boxes and stacked in rows to allow good air flow through each container. With this storage the beans can be held for about four days provided they were freshly picked immediately before storage.
(a) Grading
Green beans can be graded for size before or after snipping but grading prior to snipping has considerable advantage, since it makes the handling by automatic snipping and cutting machines much easier and faster.
The grading of beans can be carried out on the standard preparation belt conveyor. The beans are fed on evenly at one end and operators placed on each side of the belt.
Three sizes can be removed to be packed whole in the cans, the largest size passing over the end of the belt for slicing. The beans which are badly curled or deformed should be removed from the belt and snipped by hand.
The end of the bean will turn brown if held for long period after snipping, and this colour or stain cannot be removed during the process, the canner should be careful to see that there is no delay between the time of snipping, and packing into the can.
(b) Snipping and Cutting
Mechanical snippers are available in which the beans enter a revolving drum with slot-shaped perforations, and knives placed to cut from the whole length of the drum, the cutting edge of this knife set almost touching the drum itself. The beans in the drum tumble about and sooner or later one end and then other projects through the slot is immediately cut off.
As the beans discharge from this machine, they are delivered on to an inspection belt where those which are not properly snipped are returned to the feed end. Some of the drum types are continuous in operation, but others load a batch and the drum is revolved for a period, after which an automatic timing device tips the drum and discharges the beans on to the preparation belt. The beans are cut straight across into length of about 3/4" or 1".
Canners must not be allowed to believe that, no mater low the cutting is carried out, the small tough pieces cannot be eliminated. They should, therefore, refrain from using over-matured beans. Where it is impossible to avoid the acceptance of this type of bean due to a contract which is made for a total acreage the canner should put them down in brine.
(c) Blanching
The standard drum type of blancher is suitable for beans whether whole or cut, but the perforations in the drum should be not more than 1/16" by 5/8" where cut beans are passed through, as they tend to lodge in the perforations, and will prevent the flow of water through the drum. Furthermore, if they are caught in perforations and held, to be released a little later, they will naturally be over balanced. The time for blanching beans varies according to the size of the beans itself, but as a guide, 1½ to 3 minutes is suitable for small, and 5 to 6 minutes for larger beans. Cut beans should be blanched for about 3 minutes at a temperature of 205°F. A thorough washing is required after blanching, and for this purpose the drum type is recommended to ensure a thorough cooling which will prevent undue softening or discoloration during the period between blanching and filling. For whole beam the blanching should be sufficient to allow them to bend without breaking. This will be found necessary where the correct quantity is to be filled into the can.
(d) Filling
Green beans are filled into the cans by hand, and for this purpose the hand-pack filler is suitable. The whole beans, drawn from the center bowl, must be filled in small quantities by each operator. If further packing is not possible, resulting in a slack fill. Cut beans are much easier to fill, but should not be forced down hard in the can or the brine will not penetrate.
There is also one type of machine for the filling of beans which has a shaker action. The cans are placed in a large tray which slides into the machine under perforations which come exactly over each can. The shaker is put into operation and the beans are thrown on the top, and spread over the whole area until the cans are all filled. Then the surplus beans are removed from the top hopper and the trays of cans taken out to be replaced by another one for the next batch.
(e) Brining
Beans are always cold when packed and the brine when filled in should be at a temperature of not less than 200°F. The brine contains 2 percent salt, and sugar can be added in small quantities if desired. Attachments can be fitted to the hand-pack filler for brining, but care must be taken to ensure that beans are completely covered. Where the beans have been packed in hard, air pockets will form and the penetration of brine is slow. It is therefore, advisable to have one person checking the cans between the exhauster and the seamer, and topping up with brine where required. The rotary syruper is not satisfactory for the brining of cut beans, as the air is not released fast enough, but the straight line syruper is suitable since the operator can see when the can is full and ample time is allowed for the air dispersal.
(f) Exhausting
It must be emphasized that the beans are cold when packed and the heat must penetrate the cans before they are closed. An exhaust of not less than 3 minutes is recommended, and the center temperature should not be less than 175°F. When seamed. If the cans are not well filled with the brine at the time of seaming, the beans at the top will discolor during the process.
Process
While most canners know that it is necessary to sterilize the pack of green beans, it must be realized that a cook to produce a tender article is also required. The time and temperatures given below are for sterilization only and the canner must increase the time according to the size and quality of raw material: -
A2 20 minutes at 240°F
A2½ 25 minutes at 240°F
Beans must be cooled quickly and thoroughly after cooking and cut beans should be washed carefully, as the time required for cooling is greater than that for whole pack beans.
Colour can be added to the brine using a solution of 20 ozs. In 14 gallons of water, and 500 c.c. of this solution per 100 gallons brine. Many makes of colour are available, and the canner is advised to test these and select that which he prefers.
3. Carrots
The carrot is a good vegetable for canning and one which is definitely improved in canning. The small shorthorn varieties are most suitable for canning, many other varieties are satisfactory and the canner should use those in which the core is reasonably red and avoid varieties where the core is pale and will end to become woody as the roots develop.
Carrots are delivered to the factory in Hessian bags of a loose mesh, and the canners should not be tempted to use heavy sugar bags as these will cause heating and sweating of the vegetable through lack of air, and the vegetables will soon become unfit for canning.
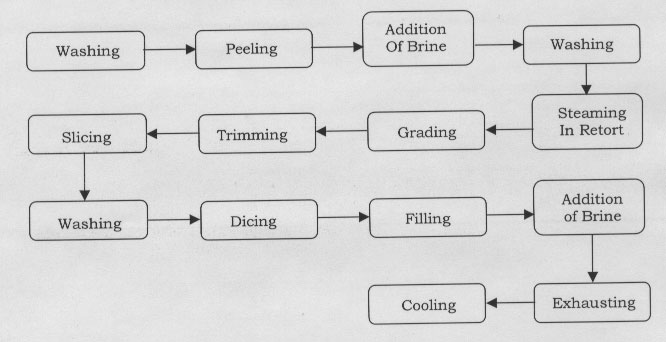
Process flow diagram for canning carrots
(a) Washing
The first step in preparation is to wash the carrot and remove all clinging soil. Clean carrots are always better because the mud or clinging soil will not build up during the next process, and the heat penetration in the skin will be uniform.
(b) Peeling
There are four ways of peeling carrots:
- Rubbing off the skin from the raw carrot in the carborundum peeler.
- Treatment through a bath of hot brine.
- Steaming in retorts at a temperature of about 300°F.
- Treatment through bath of hot caustic solution.
Cleaning carrots by the first method is slow except when they are very young and small. Those who use carborundum peeler either batch or automatic type, the stones are usually found with the carrots and they cause serious wear on the carboundum coating. To separate these stones from the carrots, brine is used to float the carrots and allow the stones to sink. A very simple method is a tank with a push-plate convey or inclined to pick up the carrots just below the surface of the brine and deliver them over the top of the tank to the next operation. The wash carrot enters the tank at one end while the stones sink and are removed through a bottom door at the end of the run.
Streaming in retorts does soften the outside of the carrot and enables the carborundum to clean it quickly, but the handling in and out of retort means labour and added expense. It is therefore, better to work on the automatic continuous system of softening the surface by immersion in hot caustic solution.
There are many types of machines used for caustic treatment. The most common machine in use is the small rotary blancher which is about 7 feet in length and 1 to 4 feet in diameter. The machines should be made of stainless steel, both outer casing and the inner drum, as the machine can be used as blancher on other products.
The caustic solution should be of 5% and added in small quantities according to the amount of vegetables passed through the machine. To determine the quantity of caustic, the amount of water contained in the machine must first b established and 5 percent caustic added. When one ton of vegetable has passed through the machine, a test is made to ascertain the strength of solution, and from this, one can know what quantity is required per ton. Hydrometer can be used for a quick test, but it is advisable to have the actual percentage calculated by the titration method at times and compare that with the hydrometer readings.
Two to three minutes are required in the solution, and where the carrots are tender, the time or strength of the caustic can be reduced. The main object is to make the skin soft to facilitate easy removal in the carborundum machine, and at the same time allow some heat to penetrate the vegetable so as to make slicing or dicing possible without undue strain on knives. The blancher should be equipped with vent pipes to take out exhaust, steam directly from the building.
(c) Peeling Machines
There are two types of carborundum machines, the batch type and the continuous roller type.
The automatic continuous machine is one in which the vegetables are fed at one end, and they come out at the other end ready for the next operation. In this machine are the rollers about 2"in diameter and 4ft. long, placed close together and revolving in the same direction. There are 16 rollers, 4 in each of 4 separate chambers, and the vegetables pass down on 4 rollers in each chamber, and back on 4 rollers in the next until they reach the other end of the machine. The rollers are coated with carborundum and revolve at a high speed, and while the vegetable is passing through the chambers it is sprayed with water from perforated pipes situated at the top of each chamber.
(d) Continuous High-Pressure Peeling
The latest development in peeling is the high-pressure system in which the carrots are subjected to high temperature and pressure for a short time to soften the skin only. The carrots first pass through a large rod washer with strong water sprays to remove all sand and grit. This washing is most important, as grit will soon cause damage to the valves on the streamer. On leaving this washer, the carrots are elevated on a salt conveyor and discharged into the inlet valve of the steamer, which delivers them into the pressure chamber containing a screw conveyor that carries the product up to the length of the inclined cylindrical shell. During this period the carrots are subjected to steam under pressure automatically controlled to give a heat penetration just sufficient to completely loosen the skin. At the discharge end of the pressure chamber the product is transferred from machine by means of a second pressure valve to another rod washer with heavy water sprays which wash off the loosened skin and the carrots are finally discharged on to an inspection belt for examination before the next operation.
(e) Grading
When carrots leave the peeling machines, washed and cleaned they are passed over a grading machine to separate the size for different packs. The machine used for this work is 'diverging rope type' on which alternate cables travel at different speed. This action turns the carrot to the most suitable position for grading of ½" diameter or larger. Where the canner has more than one preparation belt, each grade is delivered to the belt for that particular size. The small carrot for packing whole should be not more than 1 inch in diameter, those for slicing not more than 2 inch in diameter and all over that size, together with misshaped ones should be used for dicing or making puree.
(f) Preparation
The topping, trimming, and removal of defects is carried out on preparation belts. The carrots are delivered to the table at each side of the belt and the operators cut off the top, remove eyes or wire-worm holes etc., and place all cleap pieces on the belt, where only one grade is on the belt, and these are all of the small or medium size for slicing. Inspectors should be placed near the discharge end to remove any pieces which have been trimmed, apart from the minor cuts, and drop these into the containers for delivery to dicers. Another method of removing the tops is a carborundum coated roller running in between the two angle guides, the roller standing clear of the guides by about 3/16", and running at a high speed. The worker holds the carrot with the top end down and presses it across the roller, which rubs the top down and leaves a clean face.
The latest method for removing the tops from the carrots is by placing them individually in pockets attached to the conveyor with the top ends projecting all one way. Two sets of pockets are on each conveyor, making two rows of carrots. As the conveyor moves forward, the carrots are moved into position by adjustable guides to allow the required amount to be cut off as they pass under fast revolving cutter discs.
These machines have a fairly high capacity and should be used after the carrot has been cleaned, and peeled.
Slicing
The ideal pack of sliced carrots is that in which all slices are almost of the same size, and the best way to arrange this is by taking them off in three separate lots, those between 1 inch and 2 inch in diameter. This may seem to be of a great deal of trouble, but the finished pack will have a very fine appearance.
Slicing is usually done on machines which have series of holes or tubes into which the carrots are fed and rotary knives below which cut off the slice according to the thickness desired. This knife can be set to give any thickness, and for carrots ¼" is suggested as the most suitable. Two operators can feed the machine, and they must keep the holes full, otherwise carrot will bounce and slicing will not be uniform. The slices should be discharged directly on to a mesh belt conveyor which delivers them to the canning table or hand pack filler, and at one section of this conveyor are clean water sprays, above and below, to wash off any particles of carrot (often called' grain') caused by slicing.
Washing
The washing of vegetables is most important from the quality angle and canners are advised to keep this in mind at all times, not only on vegetables but on fruits, which can carry light 'grany' material into the can.
(i) Dicing
When the carrots reach the dicing machine they should be clean and free from skin or any black spots caused by wire worm or other diseases. Dicers can be obtained to suit the capacities of small and are canneries. Small heavy duty machines receive the vegetables in a hopper from which they are cut into slices, and pushed forward on to a cubing block. This block consists of a series is pressed by a top plate, and the cube is thus formed. The capacity of these machines is from three to four tons per day, and they do a very good job with little waste or chipped pieces.
The large machines have a capacity of about three tons per hour, and are designed for plants requiring high output. The vegetable is fed into the hopper, which supplies a drum running at high speed, and the centrifugal force holds it to the outside where the contact is made with a blade which cuts the slice. The slice passes through a row of revolving disc knives and is cut into chips and as these leave the discs they are cut off into lengths equal to the width of the chips and the thickness of the slice, and there by formed into cubes. All blades are adjustable to give a range of cubes from ¼" to ½". The screening of diced material can be done successfully in a standard rod washer, which will remove the small pieces and at the same time spray the material to wash off any grain caused by cutting. The rods in this machine should be spaced according to the size of the cube being cut. i.e. for 3/8" inch dice the rod should be ¼" between each one. From the screening machine, the diced carrots are conveyed directly to the filling machine.
(j) Filling
When all carrots are in their various shapes, according to the size, they are washed clean and no further inspection should be necessary. The small whole carrots are packed into cans by hand on the standard canning table, where the cans are delivered on the top cable, and after filling are placed on the bottom capable to be conveyed to the brining machine.
Sliced carrots which are made reasonably pliable by the heat in the peeling treatment can be filled on the hand pack filler provided they are dropped in a few at a time by the operators around the machine. Slices must not be forced into the can as this will break others and present a poor appearance when the can is opened. If the slices are too thick, it will be impossible to obtain the weight, and it is much better to cut under ¼" than over.
The diced carrots are filled on the standard pea-filling machine after alterations are made to the pockets. This is a slight taper out from top to bottom to allow the diced material to leave freely. It is also advisable to feed a small amount of brine into the pipe directly above the pockets to keep the sides clean and moist. A hand-pack filler can also be used for diced carrot.
(k) Brine
After the cans of whole or sliced carrots are filled, they pass to the briner or syruper, either straight-line or rotary type. The diced pack receives the brine at the same time as the vegetable is filled in.
Brine is made up with 11 kg. Of salt per 10 gallons of water. Colour is sometimes used and gives a good appearance if it is not overdone. For 100 gallons of brine use 220 c.c. of carrot colour at a 1 percent solution, and be sure that solution is well dissolved before drawing off for each batch.
(l) Exhaust
All carrots when filled into the can are cold and a good exhaust is necessary. The center of the can should be not less than 180°F, when sealed, and this will require an exhaust of about 6 minutes at 190°F. Diced and sliced carrots tend to rise in the can during the exhaust, and it is advisable to clinch the end one first to avoid any trouble at the double seamer.
Process
A2 Diced and sliced for 27 minutes at 240°F
A21/2 Diced and sliced for 32 minutes at 240°F
A2 Small whole for 30 minutes at 240°F
A21/2 Small whole for 35 minutes at 240°F
Cool thoroughly after to process. Use plain cans only.
4. Asparagus
Asparagus must be handled very promptly once it has been cut, as it becomes fibrous and acquires a bitter flavour. It should be grown close to cannery and whased thoroughly with in an hour or so of its removal from the ground. If not, the white grades will stain very rapidly, and once this stain is formed it is impossible to wash it off. The operation of canning white and green asparagus is the same.
Asparagus must be stored in tanks in cold running water until it is used. To obtain the white grade, stalks should be cut about 6 inches below the ground level; and in case green shade is desired, the stalks are allowed to grow from 4" to 6" above the ground.
For conveying, the stalks are placed in boxes with tip ends in one direction. The tips must be carefully protected from breaking or crushing and particular care must be taken in washing to remove dirt and sand from the tips.
Asparagus must be properly graded according to colour, quality and size.
After grading and washing the Asparagus is cut to length to suit the size the size of the can in which it is to be packed.
After cutting, the Asparagus is blanched by arranging the stalks in special blanching baskets with the tip ends up. These baskets are made either of bamboo or galvanized wire. The baskets are lowered into boiling water, and if the tips are very tender they are not completely immersed except for the last part of the blanching time.
Blanching time will vary between 3-4 minutes at a temperature of 200-210° until the stocks are sufficiently tender and pliable to be filled into the cans without breaking. The best way to do this is to gather up into the hand, at one time, the amount of Asparagus necessary to fill the can and place the stalks into the can, tips down, after first adjusting the butt ends of the stalks to a uniform level. Hot brine and 3% salt is then added and cans are exhausted from 3 to 5 minutes at 210°F, after which they are sealed immediately.
Blanching time will vary between 3-4 minutes at a temperature of 200-210° until the stocks are sufficiently tender and pliable to be filled into the cans without breaking. The best way to do this is to gather up into the hand, at one time, the amount of Asparagus necessary to fill the can and place the stalks into the can, tips down, after first adjusting the butt ends of the stalks to a uniform level. Hot brine and 3% salt is then added and cans are exhausted from 3 to 5 minutes at 210°F, after which they are sealed immediately.
The retorting of Asparagus needs to be done very carefully, and retorts must be so equipped that they may be heated and cooled quickly.
The process time to be employed are as follows :
- White stalks in A2 cans 20 minutes at 240°F, or 12 minutes at 248°F.
- White stalks in A2½ cans 22 minutes at 240°F, or 14 minutes at 248°F.
- Green stalks in A2 cans 23 minutes at 240°F, or 13 minutes at 240°F.
- Green stalks in A2½ cans 25 minutes at 240°F, or 15 minutes at 248°F.
The cans should be cooled thoroughly immediately after processing. This is important as it improves the flavour and colour and prevents spoilage from thermopile bacteria.
5. Beet Root
(a) Storage
The best method of storage is in clamps such are used for the storage of potatoes. Clamp storage does not mean the holding of vegetables for a long period for it this is done the colour will be affected, and once the colour is lost, it is impossible to reclaim it.
(b) Washing
The first step in washing of beetroot is to remove clinging soil. The rod-washer with a heavy water supply is most suitable.
(c) Pregrading
After washing, the beets are passed over a grader to separate them into three four sizes.
(d) Blanching
The main object in blanching is to soften the skin and make the peeling easy and to make the flesh tender in preparation for slicing, which will not be done evenly where the vegetable is hard. The most suitable method of blanching the beetroots is steaming in retorts under pressure at a temperature from 220°F to 240°F (according to the size).
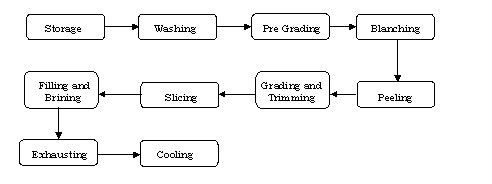
Process Flow Diagram Canning of Beet Root
In retort blanching, the flesh of the beet is tightened and bleeding is prevented but at the same time the skin will be quite free after a short period at high temperature. After blanching, the beet must be handled as quickly as possible through further operations if good colour is to be maintained.
(e) Peeling
To do this, standard batch type or automatic peeler is used. But it is advisable to use a machine which has been operated on other products for some to remove the sharp points of carborundum which are to be found when the carborundum coating has been newly applied.
Automatic machines are also used for steaming and peeling, this machine will handle carrots, potatoes, onions and best roots; while the shin of the beet root is softened and can be washed off quite easily, it does not soften the flesh of the beet root and binds it to prevent bleeding and loss of colour. The beet roots are washed and graded (as already described) and are then delivered to the batch steamer in trays or from a hopper mounted above and supplied by an elevator. When the steamer is charged the lid is closed and fastened down by a small geared motor, and steam is admitted at pre-determined pressure through automatic controls for the required period according to the size and texture of the vegetable. After the time cycle has been completed the retort is opened and the contents are discharged into the hopper below, from which it is elevated into the washing section by a push-bar conveyor.
(f) Grading
After peeling, the beet should pass over an inspection belt for final trimming and the removal of blemishes. When the vegetable is perfectly cleaned it should be passed over a grading machine, and for this purpose the most suitable machine is the diverging wire rope-type. Five grades can be taken off on this machine, the smallest upto1¼" in diameter, being packed whole in the cans, and any over that size sliced. It will be noticed that two three sizes will come off for slicing, but under no circumstances should these be mixed before they are passed through slicing machine.
(g) Slicing
This is usually done by machine, and there are many types available in our country, but whatever type is used, the knives should be of stainless steel to prevent discoloration of the product and many part of the slicer or filling plant, etc., which comes into contact with the cut beet should also be made of stainless steel.
When slices are discharged from the machine into the pans to the canning table, they should not be allowed to fall for a long distance, as this will tend to break the slices.
(h) Filling and Brining
This work must be done by hand and care should be taken to place each slice carefully and avoid breaking.
After filling the beet root, the can should be filled to the top with brine containing 2% salt and 1.2% sugar. The brining of beetroot is very important, and the brine must cover the beetroot completely; as any portion which is projecting above the liquid will become discolored.
(i) Exhausting
After trimming and slicing, etc., the beetroot is cold, and for this reason a good exhaust is essential. The center temperature of the can when seamed should be not less than 175°F., and the brine itself should be added at a temperature of around 200°F. The can should be topped up with brine immediately prior to seaming.
Process
The cooking of beet root must be done under pressure and in stationary retorts, process A2 for 25 minutes at 240°F, and A2½ for 30 minutes at 240°F. The temperature should be brought up quickly and the cooling also should be carried out quickly to obtain the best colour.
6. Celery
Celery supplied to canners must be firm and free from disease. Generally well-bleached celery should be used.
(a) Preparation
The best method of removing soil from the hearts is to pass them slowly through a tank on a mesh belt.
(b) Cleaning
The best method of removing soil from the hearts is to pass them slowly through a tank on a mesh belt.
(c) Cutting
The hearts are cut before being cleaned and he length should be 4½ ".
(d) Blanching
The blanching of the celery should be carried out in a rotary machine. The agitation of water during blanching will in most cases get rid of any soil or grit which may have remained in he heart during washing. Citric acid is added in the blanching water and should be from 1-2%. This tends to maintain the white colour and keeps celery firm and crisp. The blanching time is from 3 to 4 minutes at a temperature of 170°F, and the celery should be thoroughly cooled after the blanch to prevent softening.
(e) Filling
The filling is done by hand, and to attain the full weight, each alternate heart should be placed in the opposite direction.
(f) Exhaust
A good exhaust is essential for celery to give a bright colour, and heat the contents to the center, as the material is cold when filled. Exhaust for about 6 minutes at 175°F after the can has been filled with 2% brine.
Process
- A2 cans, hearts or cut, 20 minutes at 240°F.
- A2½ cans, hearts or cut, 22 minutes at 240°F.
Cool thoroughly after the process, and invert cans containing hearts to prevent any discolouration through lack of brine in head-space.
7. Macedoine
Macedoine is a variety of vegetables cut into shapes which allow them to be mixed and blended to give a good flavour, together with an attractive appearance. Sometimes it is referred to as mixed vegetable, and since it can be used by the housewife in many ways, it is a pack which can be sold at all seasons of the years.
(a) Raw Materials
The principal ingredients for this pack are : diced carrots, diced potatoes, diced turnips, soaked peas, sliced runner beans, and sliced green celery.
(b) Preparation
Carrots, turnips, and potatoes are all prepared in the same way as described under each heading, and the dicing on each vegetable is done as required. It is not advisable to hold large quantities of diced vegetables as they will soon discolour, particularly potatoes and turnips, it is better therefore to have tanks of clean water in which the prepared vegetables can be held until ready for the dicing machines.
Beans and celery are removed from the casks, washed in cold water and cut into lengths of 1/8". Do not blanch beans and celery, as this destroys the colour.
(c) Machinery
The pre-washer comes first, followed by caustic balncher, and from this the vegetables enter a hopper over the batch-type peelers to be fed in through a slide valve directly from the blancher. When peeled, the vegetables are delivered to the preparation belt and trimmed, and in case of carrots, the small and medium are removed for packing whole or sliced.
(d) Dicing
The main object of dicing is to get a high percentage of perfect cubes and as little as possible of the grated trimmings.
(e) Mixing
The whole ingredients are assembled in small hoppers fitted with a slide valve at the bottom from which they may be drawn into galvanized containers. These containers should have perforations in the bottom to drain out any water which will be on the cubes when taken from storage tanks containing brine. The quantity of each vegetable is measured by volume.
To give some idea of the quantities, two recipes are given :
[tr
| (i) |
Blanched Peans |
2 parts |
| |
Potatoes |
3 Parts |
| |
Carrots |
3 Parts |
| |
Celery |
1 Part |
| |
Beans |
1 Part |
| ] |
Turnips |
1 Part |
| (ii) |
Blanched Peas |
1 Part |
| |
Potatoes |
3 Parts |
| |
Carrots |
2 Parts |
| |
Beans |
1 Part |
| |
Swedes |
1 Part |
Each part represents one full small container, and the whole mix should be assembled ready for feeding into the mixing machine before the batch is started.
Mixing should take only about three to five minutes, and the mixed batch is then discharged into a bucket elevator and conveyed to the hopper over the filling machine.
(f) Filling
This can be done on a standard filler. The brine should be filled in with the vegetables to make sure that correct amount is delivered.
(g) Exhaust
The whole vegetables are cold when packed, and al-though the brine is added hot, the quantity is so small that it does not affect the temperature to any extent. A good exhaust is essential and the cans should have not less than 6 minutes at 190°F, to give a can centre temperature at the time of closing around 170°F. Process A2 cans 35-40 minutes at 240°F and cool thoroughly.
To make a good pack of 'Macedoine' the main essentials are that beans, celery, and other vegetables must be clean cut and well washed after cutting. The mixture is then blended to give an attractive colour. Peas should be blanched to make them tender before mixing and canning. If this is carried out the liquid in the finished product will be clear, and the pack will be bright.
8. Mushrooms
(a) Growing
The main cultivation is in glass houses and the temperature under which they are grown must be maintained throughout the year at 55 to 66°F.
(b) Preparation
The mushrooms are gathered early each day and should be processed on the same day. On receipt at the factory they are washed in a revoling drum partially submerged in water.
(c) Blanching
Stainless steel mesh baskets are used to pick up the washed mushrooms floating on the water surface of the final washing tanks, and these are placed in tanks of water at 210°F for two four minutes.
The blanching will collapse the mushrooms, and preserve the white appearance of the product. A light spray of cold water is made on each basket as it is removed from the blanching tank to halt the process and mushrooms are then placed on the stainless steel trays or tables for final inspection before canning.
(d) Canning
The mushrooms are next filled into cans and the 1½% brine is added. Cans should be exhausted to obtain a centre temperature of 170°F and then closed.
9. Peas (Fresh)
The canning of fresh peas requires a considerable amount of special equipments. which are unsuitable for any other product. It is no use trying to can fresh peas with improvised plant as this only leads to a high canning cost, and a low grade product. Peas must be handled quickly, and the only way to do this is to have the plant capable of dealing with the vining or poddling, and cleaning without delay.
(a) Removing the Peas from Pods
There are two methods of removing the peas from the pods, one is by vining which means feeding the whole vine complete with pods into a machine where the peas are shelled, leaving the pods still on the vines; the other is to have the pods pulled from the vines by hand.
The Pea Vines
Here the vines with pods are cut in the same manner as hay or grain. The viner has a hexagonal-shaped drum about 5' in diameter and 14" long. This drum revolves slowly, and inside is another hexagonal shaped drum about 2' in diameter and of the same length as outer one. The inner drum revolves at about 180 revolutions per minute.
The vines are fed into the outer drum by an inclined conveyor and are carried around to the top, from where they fall on to the fast moving beater drum. This impact from the beater causes the air to be momentarily compressed inside the pod, and the pressure bursts it open and releases the peas.
The vines and pods are discharged on to a slat conveyor which elevates them for suitable loading to a vehicle for removal.
(b) Cleaning
When the peas leave the viner or podder they stil contain small pieces of pod, leaf and foreign matter such as weeds, etc., which, to a certain degree may be removed by a 'winnower'. This machine consists of a series of screens over which the peas pass while being subjected to strong air blast. This machine can remove a considerable amount of waste but must be kept clean.
(c) Weighing
As the peas leave the cleaner they are passed into an automatic weighing machine.
(d) Washing
The peas are washed by steam of fast running water.
(e) Grading
After the peas are fully washed and cleaned the next step is grading for size.
(f) Blanching
Blanching of peas is usually carried out in the rotary type blancher. The blancher is fed by a bucket elevator which remains at a constant speed and is equipped with a variable speed drive, which is calibrated to show the exact time taken for the peas to pass through.
The average time required is 2 to 3 minutes at 210°F, or 3 to 4 minutes at 180°F. The maximum time is 5 minutes, and if this does not produce a good blanced pea, the vegetable must be over-matured.
(g) Washing
The washing after blanching is very important. It is generally done by using : Rod washer, Shaker washer, and Rotary drum.
(h) Inspection
After washing the peas pass on to a belt for final in-spection before filling into cans.
(i) Quality Grading
There are usually some over-matured peas mixed in with the tender ones inspite of early harvesting, and the only way to remove these is by floating the peas through a controlled density and separates them according to their specific gravity which enables them to float or sink.
The peas are fed through a small hopper and passed through the bottom into the brine contained in a conical-shaped tank, the brine being swirled in one direction by a flow from pressure pipe. The peas travel in a thin layer, and the firm, heavy peas sink to the bottom of the cone from which they are delivered into revolving screen.
(j) Filling and Brining
The filling and brining of peas is done by machines. The brine is made up with sugar and slat, and although the sugar should be varied to suit the actual peas being canned. Generally for 100 gallons of brine 15 to 25 kg. of sugar and 6 to 7.5 kg. of salt will be needed.
(k) Exhaust
When the peas enter the can they are cold, and although the brine is added at a temperature just below boiling point, the can should be exhausted to give can centre closing temperature of not less ten 170°F.
Process
Canned fresh peas are processed in retorts or automatic pressure cookers at a temperatures from 240 to 260°F., and the time vary according to the size and quality of peas.
10. Dried (or processed) Peas
(a) Pea Sorting
The cleaning and sorting dried of peas perior to canning or use for packet peas is most important and requires a high degree of accuracy to ensure the removal of peas unsuitable for both products. This can be done through air gravity separators and pinpicking machines which removes light weight and worm-hole peas.
(b) Soaking
The peas are the then delivered into the soaking tanks where they are held for 16 where they are held for 16 hours in water at a uniform temperature. When the peas are soaked they are delivered to the blancher.
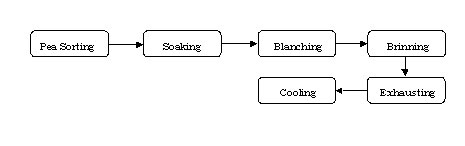
Process Flow Diagram for Canning Dried Peas
(c) Blanching
Blanching is carried out in the standard type rotary pea blancher and the times vary according to the hardness of the water and the quality of the peas. The temperature of the blanching water should be 200 to 210°F and the average time about 5 minutes.
The blanching draws a certain amount of starch from the pea, and this must be removed before the peas are canned. This is done in the same way as for fresh peas, either by rod washer, or the rotary drum type. As the peas leave the washer they pass over an inspection belt where stained peas, and splits are removed, and from there they are elevated into the hopper above the filling machine.
(d) Brine
The brine for dried peas is made up of 100 gallons of water, 7.5 kg. of salt, 10.5 kg. of sugar, and small amount of colour.
(e) Exhausting
After filling with peas and brine, the cans should be exhausted. This is rather important for two reasons :
- The canned produce will keep in good condition.
- The internal pressure of the can is reduced when the can is closed at a high temperature.
The closing temperature should be around 170°F.
Process
The average process for dried peas where water is about 8° and other conditions are normal is :
A2 size can 25-30 minutes at 240°F
A2½ size can 28-35 minutes at 240°F
11. Potatoes
Potatoes for canning can be taken directly from the field or stored in clamps in the usual way.
The first process is cleaning and this is done on a rod washer with a front plate to hold the vegetables for a period and rub them together while being sprayed.
After washing the potatoes are treated to soften the skin before emering the carborundum machines. There are two methods of doing this, by hot caustic solution, and by brine solution.
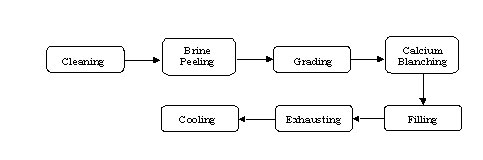
Process Flow Diagram for Canning Potatoes
(a) Brine Peeling
The standard drum-type pea blancher can be used for this work, and it should be made of stainless steel to with stand the action of salt.
The brine should contain 25% salt, so that temperature of 225°F may be reached. It will be found that after 212°F, each 1% increase in density will allow the temperature to be increased by 1°, i.e. density if 22% ill give 220°F, and density of 24% will give 224°F. While it may be found that some potatoes will peel easily at a temperature of 224°F.
To start a standard type rotary blancher, approximately 12 cwts. o salt will be required. This should give the proper density and it will be found that a temperature of around 224° to 225°F can be obtained. The brine is mixed in a separate tank in which coils and stirrers are fitted to ensure complete dissolving of the salt, and the supply is controlled by the density controller. The heat in the scalder is supplied through open perforated pipes in the bottom, controlled by automatic controller recorder. The condensed steam from pipes will compensate the loss due to rapid evaporation, and no liquid other than heavy brine is added during operation. The period of scalding required for potatoes is 4 minutes. When the potato is scalded, a sample should be cut in half, and if time is right it will be found that the temperature has penetrated the potato approximately ¼ inch. When this is so, skin will rub off very easily, and care must be taken to prevent over-scalding, as this will cause loss.
(b) Peeling
When potatoes leave the scalder they pass directly into rod washer fitted which a back plate as used for prewashing. If the vegetable is allowed to pile up in this machine, and strong water sprays are applied, the majority of skin will be removed without further treatment, and potatoes will be discharged with a smooth surface. By keeping the machine full to give a good rubbing action, the canner should remove the skins and clean at least 80% of the potatoes which can be passed directly to the inspection belts without any further peeling in the carborundum machines.
The remaining potatoes which have failed to peel due to skin rust or other slight defects, should be passed through the automatic or batch type carborundum peeler where they should be held for a short time only, and given a good spray of cold water. The best method of separating the clean ones from the others after the washer is to pass them over a wide belt. Those requiring further treatment in the peelers are removed, and the others discharged on to other belt for final inspection and conveying to the grader.
(c) Grading
Proper grading of the potatoes of large and small sizes is done.
Calcium Blanching
It has been found that blanching at about 170°F, and with an average of 1.2% calcium, gives firmer potatoes and a much more natural colour after the process. The solution is made up in a tank mounted above the blancher level; 2 cwts. of hydrated calcium chloride, 70 to 72% are dissolved in hot water to make up a final 100 gallons.
When the potatoes leave the calcium blancher, they pass through a washer (drum type) with a good supply of running cold water to remove any surplus calcium. The vegetable is discharged from this machine on to an inspection belt where any defects which have been missed previously are removed.
(d) Filling
From an inspection belt the potatoes are conveyed or elevated to feed into a hand-pack filler. The small ones are packed in A2 size cans, and larger oner in A2½ cans
.
(e) Exhaust
The potatoes are cold when canned and a food exhaust is essential to ensure thorough heating of potatoes. The time of exhaust should be 10 minutes at 180°F to give a centre temperature of not less than 170°F. The cans are then sealed and cooked.
Process
Potatoes require a thorough sterilization and the canner should not risk anything below 35 minutes for A2 cans and 40 minutes for A2½ cans at 240°F. Higher temperatures are not advisable.
12. Spinach
The main factors in the canning of spinach are :
- Gathering it at the right stage of maturity and receiving it at the cannery without delay.
- Removal of all grit and dirt before canning.
Spinach is usually cut by hand and delivered to the cannery in crates which allow ample air-flow. There must be no delay from the time it is cut to the arrival at the cannery, and immediately after receiving, it should be spread on a concrete floor near the point from which it is delivered to the workers for cutting.
(a) Trimming
The spinach is delivered to the workers at the preparation belt, and they cut off the crowns, large stalks, and wilted leaves and remove any weeds, etc., then it is placed on the belt for conveying to the washers, and during travel it is closely inspected.
(b) Washing
The most suitable type of washer is the long tank with a number of paddles fixed to a centre shaft, and set at a slight angle to carry the spinach forward at each stroke.
The vegetable is fed at one end and violently stirred about in the water by the paddles, to the end of first section, and carried over this by a series of small buckets into the next section.
(c) Blanching
The surplus moisture etc. can be removed by steam or water blanching. The standard drum-type pea plancher is suitable for this, and from this machine the spinach is discharged directly into the rod washer. The time of blanching varies according to the type and texture of the spinach. The leaves must be softened to enable the packer to obtain the correct weight in each can, the average time will be from 3 to 6 minutes at 190°F to 200°F. Where colour is desired, it should be added in small quantities to the blanching water.
(d) Brining
The spinach is filled into the cans and covered with brine with about 1 to 1½ percent salt.
(e) Exhaust
Since spinach is a solid pack and heat penetration is very slow; it is essential therefore to obtain a good temperature before the can is sealed, and avoid delay between closing and cooking. When the spinach is filled hot on a standard filling machine, the exhaust should be about 6 minutes at 190°F., to give a can-centre temperature of about 180°F.
Process
A2 can 35 minutes at 252°F
A2 can 45 minutes at 252°F
A2½ can 45 minutes at 252°F
The cooling is equally important as it prevents spoilage and retains colour.
Fruit Juices, Squashes and Cordials
In India, fruit beverages are in demand practically throughtout the year. Among these, fruit juices have an important place. Being rich in essential minerals, vitamins and other nutritive factors, they are quite popular. Besides, they are delicious and have universal appeal unlike other beverages.
The nutritive value of real fruit beverages is more than other synthetic products which are at present being bottled and sold in large quantities throughtout the country. The annual production of carbonated beverages like lemonade, orangeade, strawberry, lime juice, etc. as well as various kinds of sherbat fruit juices could be substituted for these synthetic preparations, it would be a boon to the consumer as well as to the fruit grower. There is, therefore, great scope in the country for the production of fruit juices and other fruit-based beverages.
With the rapid growth of fruit farming which has taken place during the last two decades, fresh fruit juices are being increasingly sold by vendors in some of the larger towns. The demand of fresh juices are increasing, day by day.
Preparation of fruit beverage on a commercial scale was practically unknown in the country till about 1930. New products such as squashes and cordials are, however, now being packed to the extent of more than three million bottles annually. If aerated water factories begin to use pure fruit juices instead of synthetic colours and flavours, that alone will create a steady demand for untilization of several thousand tons of fruit every year.
In the U.S.A. the annual production of juices are more than a hundred million gallons. Till about 20 years ago, only grape and apple juices were produced there any considerable quantity. In those days, these juices were used almost exclusively for medicinal purposes and were used almost exclusively for medicinal purposes and were used almost exclusively for medicinal purposes and were generally recommended by doctors for infants and invalids. Now-a days, however, account of the common use of fruit juices as breakfast foods a large variety of them are produced on a large scale from fruits such as orange, pine-apple, grape, and apple. Small quantities of juices are also produced from sour lime, lemon, tangerine, loganberry, cherry, blackberry, apricot, peach, plum, prune, pomegranate, papaya, currants, pear, etc. several of these tart juices are largely used for preparing mixed drinks and in bakery products. They are now becoming more popular than the carbonated beverages from apples and grapes.
In this country, the pure fruit juices industries are still in its infancy. Preparation of these juices are limited to small scale productions only, because rather sophisticated and costly. Quite recently, however, a few units have come into existence to pack fairly large quantities of pure fruit juices from citrus fruits, pineapple, grape, apple etc. Fruits such as apple, grape, pomegranate, mulberry, jamun (Eugeniz jambolana), phalsa (Grewia asiatica), mango, pineapple, etc., are generally utilized for the preparation of juices. The scope for large scale production of fruit juices is, however, limited at present, as these are not yet included to any considerable extent in the normal dietary of the people. Tomato juice, however, which is in fair demand already, has considerable scope for large scale production.
Sherbat : It consists of sugar syrups flavoured with artificial essences of fruits or herbs, and have been produced in India from time immemorial and are, therefore, well known practically throughout the country.
Of late, large scale manufacture of orange squash, lemon squash, lime juice cordial, pineapple squash and mango squash has made considerable progress in different parts of the country. Methods for the preparation of other fruit beverages like passion fruit squash, pomegranate syrup, mulberry syrup, plum squash, peach nectar, etc., were standardized in the Fruit Preservation Laboratories at Lyalpur and Quetta. There appears to be scope for these beverages also. Proper education and publicity of the dietetic value of fruit beverages is necessary to stimulate a general demand for them.
Fruit juices, especially orange, apple and grape juice, concentrated using modern equipment so that there is practically very little losses come in their nutritional properties and flavour characteristics. Sometimes, the recovered flavour is added back to the concentrate to get full fruit taste and flavour on dilution for serving. These concentrates are used as basis for soft drinks, pharmaceutical preparations, baby foods, tonic foods, etc. The frozon orange juice concentrate (four to one is an excellent example in this case. Concentration is effected by freezing or by application of heat employing high vacuum. Conventional equipments such as climbing and falling film evaporators are more employed. Fruit juices and concentrates are further converted into free-flowing fruit juice powders by adopting methods such as puff-drying, foam mat drying, freeze drying etc. Sometimes, sealed-in flavours are blended with the powders so as to get natural fruit juices on reconstitution for serving as beverages etc. A considerable amount of work has already been done in recent years at the Central Food Technological Research Institute. Mysore, on several aspects of these products and such work is still continuing. The results promise to be of great scientific as well as industrial importance.
Equipment for Fruit Juices
Until recently, the equipment used for the extraction of fruit juices was similar to that used in the manufacture of wine, vinegar, etc. There has, however been a rapid advance in the fruit juice industry in the U.S.A. the U.K., and several other countries. Consequently, one can now get equipments ranging from the simple household juice extractor or press, to the fully automatic juice lines capable of handling several thousand bottles daily. Particularly, the development of the citrus juice lines capable of handling several thousand bottles daily. Particularly, the development of the citrus juice industry, has been the most important factor in revolutioning the entire fruit juice industry. It is essential that suitable eaquipment is employed for the successful operations of this industry.
Washing Equipment
For washing apples, citrus fruits, tomatoes, berries, etc., different kinds of equipment are available. Tender fruits like berries, tomatoes, etc. are usually washed with fine overhead sprays of water, whereas the fruits travel on a continuous woven wire belt. A roatating rod-cylinder with a helical screw inside to push the fruit along, and fitted with jets of water, forced by a centrifugal pump, has been found highly useful for washing loose jacket mandarin organs. On a small scale, cement or galvanized iron tanks for holding water are quite useful.
Sorting Equipment
In large factories, continuous broad belt, made of woven metal, is generally employed for sorting the fruits. In smaller factories, however, batch sorting will suffice
.
Extraction Equipment
There are two types of extractions. In one case, the fruits are crushed and pressed continuously in one operation, whereas in the other, the fruits are crushed or cut into small pieces or comminuted in a mill, and these are subsequently pressed in a suitable press.
In citrus fruits, the juice is enclosed in small natural sacs. Besides there are other adhering tissues also in the fruit. The peel consist of an inner white spongy portion called the albedo, and an outer yellow coloured portion called the flavedo. The oil glands are embedded in the flavedo and are easily rupturned even with a gentle pressure. Substances which are responsible for the bitterness of the juice sacs are embedded, (ii) the inner portion of the flavedo, (iii) the albedo, and (iv) the seeds. The presence of these (containing bitter substances) makes it rather difficult to extract the juice free from bitterness. An ideal equipment would be the one in which the juice is extracted from the juice sacs only without its coming into contact with the other tissues of the fruits. No perfect mechanical devices has so far been developed for this. With the existing equipment, the bitter substances also are extracted to varying extents and get incorporated with the juice.
Extraction to juice from peeled segments as such, or from segments dipped in lye solution for removing most of the adhering tissues helps to minimize the incorporation of bitter substances into the juice, especially in the case of the loose jacket mandarin type oranges such as Coorn and Nagpur oranges. In the Taglith type of press, developed by the Central Food Technological Research Institute, Mysore, the unpeeled orange is cut into halves held against cups in two stainless steel drums revolving towards each other, employing synchronized plungers, with conical fluted heads having holes for carrying away the pressed juice down their steam. In this arrangement, as in the case of small superjuice down their steam. In this arrangement, as in the case of the small supper-juice employing the same principle, the inner and outer juices from the cut half of the oranges are collected into two separate channels. The inner is practically free from the peel emulsion, whereas the outer juice contains oil-rich peel emulsion. The juice is fairly thin in body, unlike the juice got from the screw type extractor. As such, it is better suited for subsequent concentration. Juice with "thicker body" is generally preferred for canning and for making squash. Broadly, there are four types of equipments employed for the extraction of fruit juices.
Halving and Burring Machines
Malta orange or Sathgudi or mosambe oranges (Citrus sinensis Osbeck), grape-fruit (Citrus paradisi var maximum), lemon (Citrus medica var. Limonum) and galgal (Citrus limonia osbeck) are cut by a special machine in which the fruit is placed in a conical cup in a wheel which brings the fruit against a stationery or revolving knife. The fruit is cut into two halves, which drop into a receptacle placed below. The burrs (or roses) are generally made of stainless steel, monel metal, aluminium, nickel, or non-odorous hard wood. They are conical in shape and are ribbed. They are driven by a motor. The cut half to the fruit is held against the revolving burr and the reamed juice is collected in a vessel kept below. There are generally two burrs, one each one either side of the shaft. Several single burrs can also be fitted in series. By regulating the speed of the burr and the pressure on the fruit held against it, any excessive tearing of the tissues can be avoided. In the U.S.A., and other large citrus juice processing countries, several types of automatic burring or rosing machines and pressing machines are in use.
Continuous Screw Expeller Press
These presses are similar in principle to the familiar household meat mincer. The segments of the fruit are fed through a hopper at one end of a feeding screw, revolving inside a conical jacket, which is perforated in sections or throughtout. The diameter of the perforations depends upon the type of fruit. The juice flows out through the perforations and the pomace comes out at the end of the conical jacket. The flow of pomace, and hence the pressing pressure of the screw, can be adjusted to some extent by means of movable disc at the conical end of the perforated jacket. Small power driven screw type extractor (1/2 to 1 HP) have now been introduced in several factories in the country. Very large units are not, however, in general use at present. The juice extracted is generally thick and cloudy and contains a considerable amount of macerated pulp. The juice should be passed through sieves to remove the pulp to the desired extent. Screw-type juice extractors are useful in case of tomatoes, grapes, etc. In the case of pineapple, however, the pieces of fruits are first crushed in a screw type crusher and then from the crushed material the juice is separated effectively in a centrifuge widely employed in the sugar and chemical industries. This technique has recently been found highly effective in pineapple juice pro-duction.
Plunger-Type Press
The halved citrus fruit is held on an inverted cup in which it is pressed by an automatic adjustment against a metallic cone fitting into the cup. The clearance between the cup and the cone is slightly greater than the usual thickness of the peel of the fruit so that very little of the peel oil or emulsion is pressed out. This type of press is being used in one two factories only in the country.
Roller-Type Press
Roller presses made of hard granite or wood, are specially designed to extract juice from sour limes (Citrus medica var. acida) which are popularly known as kagzi or kagdi nimboo or limbo. The whole lime fed through the rollers. These presses are in extensive use in West Indies and Jamaica. They have been introduced in some of the Indian factories also.
Double Operations
Fruits like apples, grapes, berries, etc., are first crushed in greater or crusher or comminuting mill, and the juice then extracted from the crushed material by means of a hydraulic press. In large scale production as in the case of apple juice, the crushing device forms an integral part of the press itself.
Apple Grater : The skin and other tissue of apples do not have any undesirable constituents, which adversely affect the taste and flavour of the juice, as in the case of citrus fruits. The entire fruit is, therefore, crushed and pressed. A battery of such graters can be employed for large scale production. The grater consists of a heavy steel cylinder fitted on its surface with short knives which are spring-loaded and work against a corrugated plate, attached to the frame of the press by the side of the steel cylinder. The springs give a certain amount of flexibility to the mechanism so that the grater is not damaged in case pieces of wood or stone, etc., get into the press along with the fruit. Gear arrangement is provided for running the rollers at higher speeds. Apples are fed whole into the hopper. They are crushed and grated between the cylinder and the corrugated plate, and the crushed material falls into a recepatacle below. The grater can be set to crush the fruit to the desired degree of fineness. Pieces of 0.3 to 1.2 cm thickness are the best for extraction of juice. In recent years, a different type of crusher known as 'Hammer type pulper' has come into use in the U.S.A. and elsewhere.
Crusher for Grapes, Berries
A grape crusher consists to two fluted or grooved rollers made of wood or metal. These are arranged horizontally and revolve towards each. The clearance between the two is adjustable. The fruit which is fed to the hopper at the top falls between the rollers and gets crushed. Strawberries and some other berry fruits which contain gums, are first heated and then crushed. Tomatoes can also be crushed in these crushers.
Pressing
Basket-Press : In the industry two types of presses are used for pressing the juice from the crushed fruit. They are : (i) the basket press and (ii) the rack and cloth press. Basket presses which are of various designs and capacities, are worked manually by hydraulic pressure. The manually operated press consists of a strong cylindrical basket made of wooden salts. It rests on a wooden or metallic base. There is a strong screw at the top of the frame. The crushed fruit is folded in a piece of strong cloth and placed inside the basket. By turning the screw by hand or with a hydraulic pump the juice is pressed out. It flows out through the salts in the basket into the bottom tray from which it is channeled into a collocting vessel. The basket press has been found useful in the case of apple, grape, pomegranate, phalsa etc.
Rack And Cloth Press : In this type of press, the crushed fruit is spread as a layer in a coarse woven cloth of cotton or nylon and folded into a square suited to the size of the platform of the press. Several such layers are arranged alternately between racks built of wooden salts. The built-up layers are subjected to hydraulic pressure by means of a pump. The juice is pressed out gradually due to increasing pressure in the pile. The released juice is collected at the base of the pile. Various types of these presses, which are in use in several countries, are claimed to give higher yields of clear juice than the basket type presses. In California, however, basket presses are preferred for extraction of juice from grapes. Rack and cloth presses are in use in a few factories in India specializing in the production of apple juice.
Other Types of Extractors : Special devices for extracting juice have been designed in the U.S.A., Australia, etc., for fruits like pomegranate, passion fruit, etc. Chaceet al., have described a press for pomegranate in which the whole fruit as such is pressed. At the Quetta Fruit Preservation Laboratory, a manually working basket press has been successrully employed for the extraction of juice from whole pomegranates. Poore has described a special pulper for passion fruit in which the juice is extracted by reaming the halved fruit. A continuously operating device has been employed in Australia to extract the pulpy juice along with the seeds from passion fruit.
Pulping Equipment : Fruit juices extracted or pressed by any of the methods described contain suspended matter like coarse fruit tissues, pieces of skin seeds, and finally divided fruit pulp. These are separated from the juice in various ways, depending upon the nature of the product required, e.g., cloudy, sparking, clear, etc. Three important methods in common uses are: (i) straining or screening, (ii) setting or sedimentation, and (iii) filtration.
Straining or Screening Equipments : Several types of equipments, varying in design and capacity, are in use for straining juices. A pulpur made of stainless steel with power-drived wooden, metallic or brush paddles, which revolve inside, has been highly useful in the case of citrus, tomato and mango juices. The fruit, which is fed throuth a hopper, is crushed and pressed by the paddles against the sieve. The juice flows out throuth the sieve into the jacket is collected at the outlet below, while the coarse residue passes out at the lower end of the sieve.
Equipment for Setting and Sedimentation: For sedimentation and setting of the juices only a few wooden barrels are required.
Filtration Equipment: Finally suspended particles in the juice are removed with a special equipment known as 'Filter press'. Filter presses are of various design and capacities. The filtering media may be finely woven cloth, canvas, fibre, asbestos pads, cotton or wood pulp discs, porous porcelain wares etc. The frame and filter press, which is similar to that used in sugar factories, but made of wood, has been highly effective for the clarification of lime juice required for the preparation of lime juice cordial. Seitz filter of various designs and sizes are widely employed for filtering wines, spirits, sugar syrups, cordials, apple and other fruit juices, etc.
A simple filtering device, however, is a large conical bag of heavy drill cloth or felt, similar to the ordinary jelly bag. The juice is heated with filter aid and placed inside the bag. Filtration is rather slow, but the output can be increased by having a battery of such filter bags.
Deaerator and Flash Pasteuriser: Freshly extracted and screened juices contain appreciable quantity of oxygen which should be removed before packing. The special equipment used for the purpose is called a deaerator. The deaerated juice is subsequently heated in a flash-pasteurisation equipment.
Commercial deaerators and flash pasteurisers they greatly in design, construction and capacity. Deaeration and flash-pasteurisation units have been greatly developed in the U.S.A. Special mention may be made of Sterovac Process developed by Ayers in 1937. This process is a combination of deaeration and flash-pasteuization and has been successfully employed in the case of citrus, pineapple and tomato juice. Such advanced processes and equipments are not yet in common use in India. They are, however, recommended for improving the quantity of the natural fruit juice products.
Fruit Beverages
Fruit juices are preserved in different forms such as pure juices, squashes, cordials, fermented juices, etc.
These are broadly defined as follows :
Unfermented Juice or Pure Fruit Juice: This is a fruit juice which is considerably altered in composition before consumption. It may be diluted before it is served as a drink.
Fruit Juice Beverage: This is a fruit juice which is considerably altered in composition before consumption. It may be diluted before it is served as a drink.
Fermented Fruit Beverage: This is a fruit which has undergone alcoholic fermentation by yeast. The product contains raying amounts of alcohol. Grape wines, apple ciders, berry wines etc., are typical examples of this kind of beverage.
Fruit Juice Squash: This consists essentially of strained juice containing moderate quantities of fruit pulp to which cane sugar is added for sweeting, e.g. orange squash, lemon squash, pineapple squash, mango squash.
Fruit Juice Cordial: This is a sparking, clear sweetened fruit juice from which all the pulp and other suspended materials have been completely eliminated, e.g., lime juice cordial.
Sherbet or Syrup: This is a clear sugar syrup which has been artificially flavoured e.g., sherbets of sandal, sangtra, almond rose, khuskhus, sarsaparilla, kewra, etc.
Fruit Juice Concentrate: This is a fruit juice which has been concentrated by the removal of water either by heat or by freezing. Carbonated beverages and other products are made from these concentrates.
Fruit Juice Powder: This is fruit juice which has been converted into a free-flowing, highly hygroscopic powder to which natural fruit flavour in powder from is incorporated to compensate for any loss of flavour in concentration, dehydration, etc. Freeze-dried fruit juice powders from the last word among sophisticated fruit juice products. They are reconstituted readily to yield full-strength full-fruit, fruit juice drinks.
Preparation and Preservation
Fruit juices have their best taste, aroma and colour when they are freshly extracted or expressed. All subsequent efforts to preserve them adversely affect their quality to varying degrees, depending upon the method of preservation employed. The most important problem, therefore, is to adopt only such methods as would help retain their quality to the maximum extent possible
.
The most important steps in processing fruits juices are : (i) selection and preparation of fruit, (ii) extraction of juice, (iii) deaeration, (iv) straining, filtration and clarification, and (v) preservation. The quality of the juice will depend on the manner in which these several processes are carried out.
Selected and Preparation of Fruit: All fruits are not suitable for making fruit juice, either because of difficulties in the extraction of juice, or because the juice got is of poor quality. Even some of the jelly fruits are not quite suited as they do not yield juice of good beverage quality. The variety of fruit, its maturity, and the locality in which it is grown, have marked effect on its flavour as well as keeping quality. The best juice is, therefore, extracted from freshly picked, sound and suitable varieties, when they are at the optimum stage of maturity. Fullyripe, mid-season fruits, particularly citrus fruits, generally yield juice superior to that of fruits picked early or late in the season. Decayed or damaged fruits do not yield good juice. Small cull fruits, i.e., undersized, over-sized, malformed or blemished fruits, which do not fetch a good price in the fresh fruit market, but which are otherwise of good quality, can be profitable for the production of fruit juices.
The fruits should be washed thoroughly with water, and in some cases scrubbed also, while washing to remove any adhering dust and other extraneous matter. Residues of sprays of arsenic and lead should be removed with dilute HCI. Twenty-three litters of HCI in 455 litters of water is adequate for this purpose. All mouldy and decayed parts should be removed as in the case of fruits prepared for canning.
Juice Extration: The method of juice extration will differ with the structure and composition of the fruit. Generally, juice from fresh fruits is extracted by crushed and pressing them. In the case of fruits in which the juices are in sacs of in cells, during the extraction of the juice, the other tissues of the fruit, in which these sacs or cells are embedded, are also broken or crushed, resulting in the incorporation of some undesirable constituents in the juice. The admixture of these extraneous constituents with the juice should be avoided as far as possible by adopting a suitable method of extraction. Further, during extraction, the juice should not be unduly exposed to air, as oxygen of the air will adversely affect the colour, taste and aroma and also reduce the vitamin content of the juice. Citrus juices, tomato juice, and even the more stable juices such is those of apples and grapes, deteriorate rapidly in quality, when are extracted by adopting methods which expose them to air for unduly long periods. For products like tomato juice, special extraction equipment has been designed recently to reduce incorporation of air to the minimum. The entire process of manufacture of tomato juice should be conducted in an atmosphere of steam to protect the juice from exidation by air.
Deaeration: In spite of all improvements made so far in the extraction equipment, fruit juices do retain some air. This due to the difficulty of extracting the juice without some aeration, and also the presence of air in the intercellular spaced to fruit. Most of the air is present on the surface of the fruit particles, while some is found dissolved in the juice. In the case of citrus juices, particularly orange juice, which is highly susceptible to the adverse action of the residual air, immediately after extraction the juice is subjected to a high vacuum where by most of the air as well as, the gases are removed. This process is known as deacration. The equipment employed is fairly expensive. It is, however, necessary for large-scale production of orange and other pure fruit juices. A simple laboratory deaeration unit is therefore desirable.
Straining Filtration and Clarification: Fruit juices, after extraction always contain varying amounts of suspended matter, which consists of broken fruit tissue, seed and skin, and also various gums, pectic substances and proteins in colloidal suspension. Usually, coarse particles of pulp, seeds and pieces of skin are removed by mean of screens in the case of almost all juices. The presence of these generally causes deterioration in the quality of the final product. In the early years of the fruit juice industry, it was a common practice to remove completely all the suspended matters, including colloidal suspension, before packing the juice in containers. This, no doubt, improved the appearance of the product, but quite often resulted in lack of fruit character and flavour. The present trend is to let fruit juices and fruit beverages remain reasonably cloudy or pulpy in appearance. The recent comminuted fruit beverages, employing the whole fruit for extraction, are based on this concept and they are claimed to be more nutritive than the clear juices. Some juices and juice beverages like grape juice, apple juice, lime juice cordial are, however, still packed brilliantly clear, employing enzymes clarifying agents, fine filtration etc., to make them remain perfectly clear during storage and distribution.
Coarse particles of suspension in the juice are removed either by straining through sieves of non-corrodible metal, or by sedimentation. For sedimentation, the juice is stored in carboys or barrels, adding a chemical preservative to ensure that the juice does not undergo fermentation during storage. The supernatent juice, which contains mostly fine suspended particles and colloidal suspensions, is siphoned off for subsequent treatment. The type of equipment used for straining the juice depends upon the kind of juice. It is fitted with screens having holes of varying dimensions. The juice is passed through the sieve soon after extraction. Coarse particles of tissues, skins and seeds are separated by vibratory action, and the juice still retaining the desired amount of fine pulp and juice sacs is collected in a vessel. Recently a high speed centriguge, similar to Sharpless centrifuge, and having an automatic sediment discharge device, has been employed for removal of pulp from orange juice prior to its concentration.
When perfectly clear juices are required, complete revoval of all supspensions is effected by filtration or by clarification. For this, enzymes and filling agents are employed. The methods of clarification, and sugar manufacturers, are now being increasingly adopted in the fruit juice industry also.
Filtration is necessary for removing completely all the fine and colloidal suspensions. In this process, which is physical in nature, the juice, which has been strained, and from which the coarse particles have already been removed, is forced through a filtering medium. The filtering medium usually consists of woven fibre cloth, absetos pads, cotton pulp, porous porcelain or wood pulp. The colloidal suspension tends to clog the filters in the press. In order to minimize this, filter aids such as diatomaceous or infusorial earth, also known as Kieselghur, Kaolin, Spanish clay, etc., are added to the juice so that the filtering medium is coated with these, without blocking the fine pores, and there by facilitating filtration. The use of these filter-aids, however, tends to import to the juice a slight amount of earthy taste, which may be unacceptable to some persons. These aids should, therefore, be used with caution and in small portion. These aids should, therefore, be used with caution and in small quantities only. Further, they should be kept in uniform suspension by constant agitation when the juices are being forced through the press by means of a pump. They can be ignited and reused a few times before they are finally discharded.
Boiling of the filter-aid with one percent of citric or tartaric acid, before use, in order to minimize the adverse effect on the taste and aroma of the juice. For clarification of unfermented apple juice, the use of ignited Kaolin as filter-aid at the rate of 1 kg of it to 100 kg of juice. The resulting juice will be clear and sparking. A variety of equipment like multiple disc filters, frame and plate filter, etc., employing different kinds of filter-aids, is available now-a-days.
