Extraction of Fats and Oils
The separation of oils and fats from oil-bearing animal and vegetable materials constitutes a distinct and specialized branch of fat technology. The widely differing characteristics of fatty materials from diverse sources have given rise to extraction processes such as rendering, pressing, and solvent extraction. All extraction processes, however, have certain objects in common. These are, first, to obtain the fat or oil uninjured and as free as possible from undesirable impurities; second, to obtain the fat or oil in as high a yield as is consistent with the economy of the process; and third, to produce and oil cake or residue of the greatest possible value.
Fatty animal tissues consist largely of fat and water which may be separated from the solid portions of the tissue and from each other with relative ease by one of the rendering processes. The extraction of vegetable oils is a more difficult matter. Vegetable materials, and in particular some of the oil seeds, contain a large proportion of solid material associated with the oil. Here, careful reduction of the material, followed by heat treatment, and the application with the oil. Here, careful reduction of the material, followed by heat treatment, and the application of heavy pressure, is required to obtain an efficient separation of the oil from the solids.
Even after the most efficient pressing, an oil cake will retain an appreciable amount to absorbed oil, usually amounting to 2.5 to 5% by weight. In the case of seed or other materials initially high in oil and low in solids content, the un-extracted residue will contain only a small fraction of the total oil. However, in seeds of low oil content, for example, soybeans, it may contain as much as 15% to 20% of the total oil. For the processing of low-soil seeds solvent extraction is particularly valuable, since it will reduce residual oil in the extracted seeds to less than 1%. The chief disadvantages of solvent extraction are the high initial seeds to less than 1%. The chief disadvantages of solvent extraction are the high initial cost of the equipment and the fact that some oil seeds disintegrate under the influence of the solvent and consequently are difficult to handle.
A number of more-or-less critical operations in oil milling are auxiliary to the actual expression or extraction. Wherever possible it is desirable to decorticate oil seeds before the oil is removed in order both to increase the capacity of the extraction equipment and to avoid loss of oil through absorption by the hulls. The seeds must then be rolled, g round, or otherwise reduced to fine particles. After they are reduced, they must be given heat treatment to make the walls of the oil cells permeable to the oil and to render the oil free-flowing, except where solvent extraction is used; then heat treatment is not generally necessary. In processing cottonseed, special attention must be given to the inactivation of gossypol or other toxic constituents.
In extracting oil from oil seeds there are some major differences between common American and common European practice. They result from basic differences in the supply of raw materials. Most American mills operate on domestic oil seeds, and they are usually located close to producing areas. Frequently only one type of oil seed is processed. The quality of the seed is generally high, with relatively little variation in seed characteristics through the processing season or from one season to another. European mills, on the other hand, process imported raw materials almost exclusively, and each mill must be prepared to handle a variety of oil seeds differing widely in quality and processing characteristics. As a result, American milling practice has become highly specialized, with the object in each case being to perform a specific operation with the highest possible efficiency. In European mills it has been necessary to sacritice some operating efficiency in favour of flexibility of operation. This accounts for the greater use in Europe of cage-type as opposed to open-type batch presses; and for the employment of multistage continuous pressing, as compared to single-stage high-pressure pressing in America.
Table 1.
Average yield of oil from commercial processing of common oil seeds (Percent oil from seed of normal moisture content)a
| Babassu (kernels) |
63 |
Perilla seed |
37 |
| Castor beans |
45 |
Roppyseed |
40 |
| Coconut (copra) |
63 |
Rapeseed |
35 |
| Corn (germs) |
45 |
Rice bran |
14 |
| Cottonseed |
16 |
Safflowerseed |
28 |
| Flaxseed |
34 |
Sesam seed |
47 |
| Hempseed |
24 |
Soybeans |
18 |
| Kapok seed |
20 |
Sunflowerseed |
25 |
| Oiticica (kernels) |
60 |
Teaseed |
48 |
| Plam, African (kernels) |
45 |
Tung |
35 |
| Peanuts |
35 |
|
|
The average yields of oil obtainable by commercial extraction methods from a number of common oil seeds are summarized in Table 1. Certain comparative data on whole seeds and kernels are found in Table 2. For information on yields from fruit pulps and animal sources, reference should be made to the specific fats and oils in other portions of this chapter and in other chapters.
It is probable that the first methods of fat extraction were rendering procedures practiced by primitive man, following cooking techniques developed for the preparation of meats for food. The pressing of oil from olive pulp probably antedated the pressing of oil seeds, although seeds were processed by the Chinese and others at an early date using mechanical presses operated by wedges or levers. On the other hand, the more efficient hydraulic operation of mechanical presses was not adopted until early in the nineteenth century. The continuous screw press is a modern development, and the solvent extraction of oil seeds on a large scale was not a reality until after World War I.
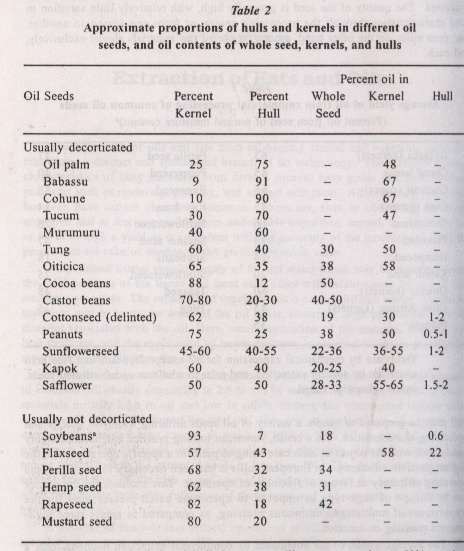
*Soyabeans are now being dehulled at many mills so as to produce a 50% protein soybean meal especially suitable where low fiber content is important in a feed.
The residues from the processing of oil seeds or animal tissues for fat are generally high in protein content and are in good demand as animal feedstuffs. They have a limited use as a source of human food (soybean or cottonseed flour), or as a source of industrial proteins (for example, for making glues). The residues from castor beans and tung nuts are toxic unless specially treated; hence they are used only as fertilizer, etc.
Mechanical Pretreatment
PREPARATION OF ANIMAL MATERIAL
Fatty animal materials, as compared with oil seeds and other vegetable materials, require comparatively little preparation prior to the rendering operation. Fatty stock destined for the production of neutral, low-temperature-rendered fats, such as oleo stock or neutral lard, is carefully trimmed and washed before it is charged to the rendering units. Ordinary stock, such as that used in making prime steam lard, is always washed and is less carefully trimmed.
In the larger establishments the stock to be rendered is sorted into different classes of material, partly to avoid mixing high-quality materials with those of low quality, and partly because some stocks, such as those containing large bones, require more severe rendering than others.
In either dry rendering or steam rendering, separation of the fat is more rapid if the fatty stock is first cut into small pieces, although this operation is ordinarily omitted in steam rendering. Prolonged wet rendering under pressure will disintegrate even large bones or whole carcasses, so that the preparation of stock for this process is not critical.
Rotary hashers, similar in principle to ordinary household food choppers, are used for the reduction of stock which is free from bones. The degree of reduction is usually much coarser than that employed in the processing of oil seeds; the dimensions of the hashed pieces may be measured in large fractions of inches or even in inches. Most animal materials disintegrate quite readily. Whale blubber is particularly tough and requires more drastic treatment. Blubber presses, consisting of heavy corrugated rolls, are now in use. Passage of large chunks of blubber through these rolls reduces them to semi fluid condition and decreases the rendering time.
PREPARATION OF OIL SEEDS
Cleaning. The first step in the processing of oil seeds is cleaning to separate foreign material. Sticks, stems, leaves, and similar trash are usually removed by means of revolving screens or reels. Sand or dirt is also removed by screening. Permanent or electromagnets installed over a conveyor belt are used for the removal of tramp iron. Specialm "stoners" are employed for taking out heavy stones and mud balls from shelled peanuts. As stated previously, the cleaning of oil seeds is preferably carried out before the seeds are placed in storage. Often, however, it is not, since adequate cleaning capacity is costly.
Dehulling and Separation of Hulls. Wherever practicable, oil seeds are preferably decorticated before they are extracted. The hulls of oil-bearing seeds are low in oil content, usually containing not more than about 1%, although contamination with kernels will, of course, increase the oil content with resultant loss of available oil. If the hulls are not removed from the seeds before the latter are extracted, they reduce the total yield of oil by absorbing and retaining oil in the press cake and, in addition, reduce the capacity of the extraction equipment.
The hulling machines used for the decortication of medium-sized oil seeds with a flexible seed coat, such as cottonseed, peanuts, and sunflowerseed, are of two principal types: bar hullers and disk hullers.
The rotating member of a bar huller is a cylinder equipped on its outer surface with a number of slightly projecting, longitudinally placed, sharply ground, square-edged knives or "bars." Opposed to the cylinder over an area corresponding to about one-third of its surface is a concave member provided with similar projecting bars. The seeds are fed between the rotating cylinder and the concave member, and the hulls are split as the seeds are caught, between the opposed cutting edges. The clearance between the cutting edges may be adjusted for seeds of different sizes.
The disk huller is more or less similar in principle to the bar huller except that the cutting edges consist of grooves cut radially in the surfaces of two opposed and vertically mounted disks, one of which is stationary and the other rotating. The seeds are fed to the center of the disks and are discharged at their periphery by centrifugal force. With either type of huller the condition of the seed is somewhat critical. Wet seed are difficult to split cleanly and may clog the huller, particularly if it is of the disk type. On the other hand, if the seeds are very dry, the kernels may disintegrate excessively.
Different seeds very considerably in the readiness with which they fall out of the split hulls. Peanuts, for example, are loose in the shell and separate readily. Cottonseed kernels or "meats : are more adherent to the hull; consequently, the hulls are customarily passed through a hull beater to detach small meat particles after the first separation of hulls and meats by screening. The separation systems used for cottonseed, peanuts, etc., consist of various combinations of vibrating screens and pneumatic lifts. It is necessary not only to separate the hulls from the meats but also to separate and recycle a certain proportion of uncut seeds which escape the action of the huller. In the case of cottonseed the following separations are commonly carried out: (a) separation of large meat particles from hulls and uncut seed screening: (b) separation of hulls from uncut seed by an air lift: (c)separation of small meat particles from hulls by beating and screening; and (d) separation of hull particles from meats by air.
In practical mill operation, especially on cottonseeds, the greatest yield of oil is obtained by nicely balancing the degree of separation attained. If an attempt is made to separate hulls from the meats too cleanly, there will be a loss of oil due to meats being carried over into the hulls. If an excessive proportion of hulls is left in the kernels, there will likewise be an undue loss of oils from absorption by the hulls. Under certain condition, there may be an appreciable loss of oil due to absorption by the hulls. Under certain condition, there may be an appreciable loss of oil due to absorption by the hulls an the latter come into contact with the oily meat particles during the separation operation. It is generally advisable to effect the separation of kernels and hulls as quickly as possible after the seeds are hulled, in order to avoid excessive contact between hulls and kernels or kenel particles.
Cottonseed are invariable delivered to the mills from the gins without removal of their coating of short fibers or linters, and must be delinted before they are hulled. Delintering machines (known as "linter") are similar in principle and appearance to cotton gins, consisting essentially of a revolving assembly of closely spaced circular saws which pick the lint from the seed. The fibers are removed from the saw teeth by a revolving cylindrical brush or by an air blast that suspends them in an air stream in which they are conveyed through pipes to collection equipment. The lint is not ordinary removed from the seed in a single operation but is taken off in two or three cuts. Each successive cut is of lower grade than the cut preceding it since increasing quantities of hull material are removed by the saws as delinting proceeds and fiber length is decreased.
Previously soybeans were seldom decorticated before processing for oil (except where the meal was destined for human consumption) because of mechanical difficulties and because the hull constitutes but a small part of the seed and is relatively nonabsorbent. Today, dehulling is increasingly common. It is usually accomplished by first cracking the beans on cracking rolls and then separating the hulls from the kernels in two stages :
- Hulls are secreened from kernels and uncracked beans and aspirated at the end of the top deck of a double-deck shaking screen. Uncracked beans are returned to the cracking rolls while the kernels are put on a second deck of finer mesh screen at the end of which hulls are again aspirated. Fines are joined to the whole kernel flow.
- Hulls which have been aspirated contain some kernel particles. Therefore, these are subjected to an air separation using a gravity table to separate the light hulls from the heavier kernels. Depending on the degree of separation required, a "middling" fraction may be taken and this broken down on another gravity table.
A somewhat different system makes use of simultaneous grinding and aspiration to dehull the beans and separate the hulls. In general, the choice of system, depends on the processor, who may use many modifications of general techniques for his purposes.
Small oil seeds, such as flaxseed, perilla, rapeseed, and sesame, are usually processed without decoration. In some cases it would be desirable to hull the small seeds if this could be done economically; but so far the process has been considered impracticable. Owen has reported a series of experiments in the dry decortication of flaxseed and other small oil seeds using an experimental machine of unspecified design. He concludes that hulling of linseed is impracticable because a large portion of the total oil is contained in the separated hull, but he suggests that it might prove advantageous in the case of certain other small seeds, for example, hampseed.
The various palm kernels, such as oil palm or Africa palm kernels, babassu kernels, and cohune kernels, constitute a special class of oil seeds, since they are of relatively large size and are surrounded by a particularly hard, thick shell. Because of the low cost of labor in the producing regions, the large size of the nuts, and the refractory nature of the shells, these nuts are often cracked and the kernels separated by hand. The entire production of Brazilian babassu kernels, amounting in some seasons to 25,000 tons, has in the past been separated in this manner.
In Africa, nuts of the oil palm, which are less thick-shelled than most of the American palm nuts, are apparently hand-cracked to some extent; but on the plantations of Indonesia and Malaysia they are usually machine-cracked. In one type of machine the nuts are fed to the center of a rotor provided with curved baffles, along which the nuts are flung out against a heavy steel housing and broken by impact Another type of machine is simply a special type of hammer mill. The rotor consists of a frame supporting four heavy steel paddles; the nuts are dropped into the path of the paddles and cracked by impact.
After the nuts are cracked they are dropped to rotary screens where some separation of kernels and shells is obtained. A considerable proportion of shell fragment, however, cannot be separated by screening. Owing to the high density of the shells, air separation like that used on cottonseed and peanuts, etc., is likewise ineffective in producing a further separation. Here are two methods in vogue for separating palm kernels from shell fragments of a size comparable to that of the kernels. The dry method takes advantage of the fact that the kernels are founded and roll easily, whereas the pieces of shell are flat and sharp edged, and hence do not roll as readily on an inclined surface.
Dry separators consist of inclined belts provided with sharp projections which move continuously upward. When a mixture of kernels and seeds is fed onto the surface of the belt the kernels roll down the belt and are collected at the lower end, whereas the fragments of shell are caught on the projections and carried over the top of the belt into a separate bin. Means must be provided for recycling of material after both the cracking and separating operations, since neither cracking nor separation is complete after one passage of the material through the machines.
The alternative method of separation consists of floating the kernels from the more dense shells in brine solution. This method has the advantage of producing a clean separation of kernels and shells, but the separated kernels must be dried before they can be stored or shipped.
The American palm nuts of the Attalea family, including the babassu and cohune, are excessively thick-shelled and extremely difficult to decorticate by machinery. The babassu is particularly troublesome because it contains several kernels, each of which is enclosed in a separate cavity within the shell. Whereas the splitting of an oil palm nut or most cohune nuts along a single plane of cleavage will usually free the kernel, the similar splitting of a babassu nut may not release a single one of its four to eight kernels.
Recently, a number of different machines have been devised for cracking American palm nuts. The machines designed for round nuts of the coyol type have either been of the centrifugal or hammer-mill design or have utilized the positive action of mechanically or hydraulically operated hammers striking against the nut as it is confined against a stationary anvil member. Some of the machines designed for cohune or babassu nuts employ chisel-like cutting edges which split the nut into a number of segments, like those of an orange. Other machines for cohune and babassu nuts employ the hammer-mill principle. These machines break up the kernal rather badly, and thorogh drying of the kernels is relied upon to inhibit excessive enzyme action in the broken kernels during shipment.
In the case of any variety of palm nut, adequate drying of the nuts prior to cracking is mandatory to ensure that the kernel will not adhere to the shell. Green or undried kernels fill the shell cavity tightly and adhere very strongly. In Malaysia the general custom is said to be to expose oil palm kernels to the air in layers 4 to 5 feet deep in roofed sheds equipped with concrete floors. A month's drying under these conditions suffices for reasonably good cracking and separation, and 6 week's drying ensures good separation. Some factories use steam-heated drying rooms in which the nuts, contained on wire trays, are adequately dried in 3 days. Another effective drying method is to treat the nuts with live steam in a revolving drum for 1 to 2 hours, after which they are air-dried for a few hours. Because of their thicker shells, American palm nuts, such as the cohune and the babassu, would be expected to dry more slowly. Aside from the fact that it is necessary for efficient decortication, thorough drying of the nuts will, of course, minimize the danger of deterioration in the kernels from enzyme action.
Reduction of Oil Seeds. The extraction of oil from oil seeds, either by mechanical expression or by means of solvents, is facilitated by reduction of the seed to small particles.
Opinion is divided as to whether the grinding or rolling of oil seeds actually disrupts a large proportion of the oil-bearing cells. The assumption of extensive cell breakage has in the pas been based chiefly upon the fact that seed flakes yield a large fraction of "easily extractable" oil upon treatment with solvents, and a smaller fraction (usually 10-30%) of oil that is extracted with much greater difficulty. The former fraction was presumed to come from broken cells. It has been shown, however, that seeds (soybeans) that are cracked rather than rolled, with a minimum of crushing, likewise yield a large fraction of oil that is easily washed out with solvents. Further more, Woolrich and carpenter could observe little disruption of cells in rolled cottonseed flakes examined under the microscope.
As an argument against extensive cell destruction they pointed out that the cells of conttonseed are only 0.001-0.0015 inch in diameter, whereas the thickness of rolled cottonseed particles is not less than 0.005 inch. On the other hand, Shchepkina's rather high estimates of the proportion or broken cells were made from a count of free aleurone grains in flake samples.
In any event, it appears that many oil cells remain intact after even the most careful reduction, and that the walls of these cells are made permeable to the oil only by the action of heat and moisture in the cooking operation. However, the cell walls will be more readily acted upon by heat and moisture if the seed particles are small.
Obviously, rolling seed or seed particles into thin flakes will facilitate solvent extraction both from the disruptive effect of rolling and by reducing the distances that solvent and oil must diffuse in and out of the seed during the extraction process. Early work indicated that the rate-controlling factor in the solvent extraction of seed flakes was probably the internal resistance of the flakes to the molecular diffusion of solvent and oil.
Hammer mills attrition mills, and other devices are sometimes used for the preliminary reduction of large oil seeds, such as copra and palm or babassu kernels; but for the final reduction it is the almost invariable practice in the United States to use milling rolls. These are generally considered to be more economical to operate than other types of mill. Also, thin flakes to which oil seeds are reduced by smooth rolls are more satisfactory for hydraulic pressing than the irregularly shaped particles obtained by grinding. Flaking rolls are essential for preparing oil seeds for continous solvent extraction since no other form of mill is capable of forming particles which are thin enough to extract readily yet large enough and coherent enough to form a mass through which the solvent will freely flow.
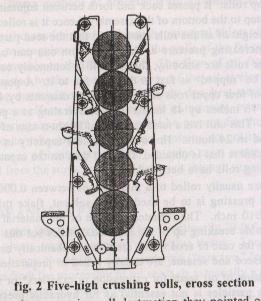
A roll assembly commonly used for the reduction of cottonseed, flaxseed, and peanuts in the mills of the southern United States consists of a series of five rolls placed one above the other. The seed is introduced by a feeding mechanism between the two top rolls. It passes back and forth between adjoining pairs of rolls as it travels from the top to the bottom of the assembly; hence it is rolled four times. Each roll supports the weight of all the rolls above it, so that the seed particles are subjected to progressively increasing pressure as they pass from one pair of rolls to another. Although the lower rolls are smoothy, the top roll is commonly corrugated to insure that the seed will be "nipped" as fast as they are fed to it. A popular five-high roll assembly consists of four upper rolls each 14 inches in diameter by 48 inches in width, and a bottom roll 16 inches by 48 inches in size, operating at a peripheral speed of about 630 ft./min. This unit has a rated capacity of 80 short tons of cottonseed or 300 bushels of flaxseed in 24 hours. However, the actual capacity in any case depends upon the flake thickness that is obtained. Detailed data on the capacity and efficiency of cottonseed flaking rolls have been published.
Cottonseeds are usually rolled to a thickness of between 0.0005 and 0.010 inch where mechanical pressing is to be used. With solvent, flake thickness is seldom under 0.008 to 0.010 inch. The repeated passage of the material through the rolls results in considerable breaking up of the individual flakes but this is not particularly disadvantageous in the case of seed which are to be mechanically expressed. Small oil seeds, such as flaxseed and sesame, are usually rolled in preparation for expression.
In the preparation of oil seeds for expression in expellers* or screw presses, the production of thin particles is not essential as for hydraulic pressing since heat is generated and seed particles are broken up by the intense shearing stresses developed in the barrel of the expeller. Soybeans to be processed in expellers are usually cracked by corrugated cracking rolls into particles averaging 10 to 16 mesh in size and are then expressed without rolling or further reduction. Plam kernels, copra, peanuts, etc., are handled in expeller plants both with and without rolling. Cottonseed are usually rolled before expeller processing.
The rolls used for flaking soybeans or other oil seeds for solvent extraction are normally somewhat different in design from those described above. Since large, coherent flakes are desired, the flaking operation is commonly carried out by a singly passage of the whole or cracked seeds through the rolls. Therefore only one pair of rolls is provided; the rolls are mounted side by side rather than being superimposed and are equipped with heavy springs to maintain the pressure of one roll against the other. Since the clearance between rolls of this type is adjustable, flakes of quite uniform thickness are produced.
A reasonable high moisture content is required in oil seeds which are to be formed into thin, coherent flakes. Very dry seeds do not flake well. For solvent extraction, cracked soybeans are adjusted to a moisture content of 10-11% and flaked while still; hot and slightly plastic, that is, while at a temperature of 160-170° F. In some cases the cracked beans are steamed for a short time prior to flaking.
Heat Teatment of Oil-Bearing Materials
The heat treatments given oil-bearing materials may be divided into two categories according to whether they are alone productive of oil or merely serve to facilitate the subsequent expression of oil by mechanical means. The term "rendering" is generally applied to treatment designed to remove all or most of the fat from fatty animal tissues or other materials with a high ratio of fat to solid matter. The heat treatment applied to oil seeds and similar materials prior to pressing is more commonly termed "cooking". Some methods of processing are a combination of rendering and cooking.
In the case of either rendering of cooing, the principal object of the heat treatment is the same; that is, to coagulate the proteins in the walls of the fat-containing cells and make the walls permeable to the flow of oil. The flow of oil from the oil-bearing material is also assisted by the lowered viscosity of the oil at elevated temperatures. Since oil-containing materials are never completely dry, heat treatment is inevitably associated with various effects due to the presence of moisture, even when water is not added in the processing operation. Water must be present for the above-mentioned protein coagulation to take place. Anhydrous proteins do not readily coagulate or exhibit other evidences of heat denaturation. In some cases water also assists in the displacement of oil from the surfaces of solid materials through superior physiochemical affinity for the latter.
RENDERING OF ANIMAL FATS
Fatty animal tissues free from muscle or bone are usually 70-90% fat; the remainder consists of water plus a small amount of connective tissue. The latter is made up largely of proteins; hence, the residue from rendering ("tankage", "craklings", "stick", etc.) like the residue from the processing of oil seeds, is essentially a protein concentrate which is used principally as an animal feed.
The product of highest fat content (92-95%) obtained in meat packing establishments is leaf fat from hogs. The internal fat from cattle used for the manufacture of oleo stock contains 60-80% fat. A considerable amount of lard and tallow is obtained, however, from bone stock and other low-fat material, which may; not contain more than 10-15% fat. Under certain circumstances, whole carcasses of large animals may be rendered for inedible fat recovery and conversich of the residue to tankage.
Most of the fish oil produced comes from the rendering of whole small oily fished, such as sardines and herring, which contain 10-20% oil. Whales, however, which give an average oil yield in the neighborhood of 30,000 pound per animal are trimmed of their fatty tissues or blubber, which contains about 70% fat and is rendered separately from bones or flesh.
Methods of rendering are dictated by the nature of the fatty stock, as well as the characteristics desired in the rendered fat and the rendering equipment available.
Dry Rendering. "Dry" rendering is one of the simpler methods of fat extraction. It is distinguished from "wet" rendering in that the expulsion of fat is accompanied by dehydration of the fat and fatty tissues, so that the latter are essentially dry at the end of the operation. The drying of bacon, to cite a familiar example, is essentially a dry-rendering process.
Dry rendering is normally carried out in horizontal steam-jacketed tanks with a large charging opening in the center of the tip and an agitator. The agitator has paddles attached by arms to a horizontal shaft. After the charge (5,000 to 10,000 pounds) is dried to the desired moisture level, the contents are discharged into a steel box equipped with a perforated liner and all possible free liquid drained off. The residue is pressed, and the fat obtained is combined with the drained fat. After settling, centrifuging, or filtering, it is ready for market. The residue is ground as a protein supplement for animal and poultry feed.
The cooking or drying operation may be carried out at atmospheric, superatmospheric, or reduced pressures. Best yields are obtained under vacuum, but most plants operate at atmospheric pressure. Recent development in cooking includes increased agitation (34 to 40 r.p.m. versus 15 to 20 formerly), permitting a decrease for animal and poultry feed.
The cooking or drying operation may be carried out at atmospheric, superatmospheric, or reduced pressures. Best yields are obtained under vacuum, but most plants operate at atmospheric pressure. Recent development in cooking includes increased agitation (34 to 40 r.p.m. versus 15 to 20 fomerly), permitting a decrease in cooking time of about 25%.
Dry rendering is preferred for inedible products where flavor and odor are secondary and the production of large quantities of high quality residue is important.
Wet Rendering. Wet rendering is used for edible products where color, flavor, and keeping qualities are of prime importance and the relative percentage of residue is mall. It is carried out in the presence of a large amount of water. Separated fat was formerly removed by skimming, but centrifugal methods are widespread today. There are two varieties of wet rendering: low-temperature, which is conduced at temperatures up to the boiling point of water, and high-temperature or steam rendering, which is carried out under pressure in closed vessels.
Most of the animal fat produced in the United States is rendered by the steam process. The lard produced by this method of rendering is known as "prime steam lard". In addition to lard, tallow and whale oil are also usually steam rendered.
The apparatus used in United States packing houses is a vertical cylindrical steel autoclave or digester with a cone bottom, designed for a steam pressure of 40 to 60 pounds per square inch and a correspondingly high temperature. The vessel is filled with the fatty material plus a small amount of water, and steam is admitted to boil the water and displace the air. The vessel is then closed except for a small vent, and the injection of steam is continued until the operating temperature and pressure are attained; then digestion is continued for a variable time depending upon the temperature and also the nature of the charge. The usual digestion time is 4 to 6 hours. Under the influence of the high temperature employed, the fatty materials in the digester disintegrate to some extent; there is very efficient separation of the fat, which rises to the top of the vessel, leaving a layer of solids (tankage), and "stick water" in the bottom. Pressure is then slowely relieved, and the fat-water interface is adjusted to the level of a draw-off cock on the side of the vessel. The fat is drawn off and purified from traces of water and solid material by settling or occasionally by centrifuging. Eventually it may be filtered.
In the steam rendering of high-fat stock, 99.5% or more of the fat in the raw material is ordinarily recovered. The fat that is not recovered consists of a small residue in the tankage plus a very small amount which remains in the "stick water". The usual packing house "killing" and "cutting" fats yield about 80% and 70% lard, respectively, plus 2 to 3% each of dry tankage and dry "stick" or solid residue from the evaporation or "stick water". The dry tankage and stick will ordinarily contain about 10 to 12% and 1.5% to 2% of fat, respectively. Both are high in protein content; tankage from good stock may analyze as high as 70 to 72% protein, and stick may be as high as 90% or more.
The advantages of steam rendering are that an efficient recovery of fat is obtained in relatively simple equipment and that it is adaptable to a wide variety of material. There is little tendency for proteins, etc., to dissolve or disperse in the fat in the presence of water; hence the fatty stock may contain a large proportion of nonfatty tissue. Bony stock can be handled by this process since it is effectively disintegrated by prolonged treatment with steam under an elevated pressure.
Steam rendering is less rapid and less efficient than dry rendering from the standpoint of heat consumption, however, and a large amount of water must be evaporated in order to recover the non-fatty residue in a concentrated from. Some hydrolysis of fat occurs during steam rendering; the free fatty acids content of prime steam lard is seldom less than about 0.35%. At 47 pounds pressure development of free fatty acids is at the rate of about 0.06% per hour. The acidity in any case depends upon the rendering time and temperature and the storage temperature and duration of storage of the fatty stock before it is processed. By careful scheduling of operations, killing fats may be rendered reasonably soon after the animals are slaughtered, but carcasses are chilled to 32-36°F before cutting fats are available. The stability of lard towards oxidation bears no relation to the acidity and appears to depend principally upon processing and handling subsequent to rendering.
One of the major recent developments in rendering has been the discovery that antioxidants added before rendering greatly enhance the stability of the fat produced. Sims and Hilfman studied the stabilization of lard and edible beef fats during pressure steam rendering. Antioxidants tested included butylated hydroxyanisole (BHA), butylated hydroxytoluene (BHT), propyl gallate and citric acid combinations, and a mixture of BHA and BHT. Poorer results were obtained with the mixtures in propylene glycol.
There are several modifications of continuous wet rendering operations in which attempts are made to obtain a better product and a better protein residue than the usual pressure tank products. These include.
- KINGAN PROCESS. This process is based on the release of oil from tissue through comminution to subcellular dimensions. Raw material is finely ground, pumped through an appropriate heat exchanger, and reground in a hammer mill, and the fat is then separated from the protein and waste by a special type of centrifuge.
- TITAN EXPULSION SYSTEM. The fat stock is quickly minced and rendered in a combined mixer-boiler apparatus ("Expulsor"). It is then strained (to remove tissue, which is subsequently pressed) and the strained emulsion pumped to continuous three-phase separators where a low-moisture clarified oil is drawn off and separated sludge is intermittently discharged.
- DELAVAL CENTRIFLOW PROCESS. Cell rupture is accomplished by mechanical disintegration (first minimizing temperature as required) in a specially designed disintegrator. Then cracklings are removed from the fat mass by a "desludger" centrifuge, after which the liquid phase is heated, deodorized, and centrifuged to produce purified oil and glue water.
- SHARPLES PROCESS. This is based on the mechanical rupturing of the fat tissue, followed by two-stage centrifugal separation. A "Super-D-Canter" separated the protein tissue from the liquid fat and discharges it as a dry meaty solid. A second centrifuge called an "Autojector Clarifier" removes protein and water from the fat, intermittently discharging sludge. By suitable low temperature (115 to 120°F.) a non-coagulated protein material is produced as one of the products, it is claimed, and this product appears to have possibilities as an edible meat product.
- IMPULSE RENDERING. This process is used mainly for preparing and defatting bones for glue. Fat stock, especially crushed bones, is continuously disintegrated in a high-speed hammer mill under an excess of flowing cold water. The intense impact sets the fat free. The discharge from the mill is allowed to settle in a cold water tank from which the fat is continuously skimmed off. The ground bone is continuously removed from the bottom and transferred to another tank containing hot waster (70-95°F), where more fat is separated. It is claimed that better-quality fat and higher protein residue are obtained by this process.
The production of marine oils is rather similar to animal fat rendering. It varies with the type of fish processed and whether vitamin A and D oils or high-quality fish meal is the prime objective. With the synthetic production of vitamins D2 and D3 as well as vitamin A, the current trend is to fish meal and dissolving the connective tissue.
Deatherage has described in detail laboratory and pilot plant experiments on the alkali rendering of lard and beef fats. The best results are obtained when the fat is digested at 85-95°C for 45 minutes to an hour with a 1.75% sodium hydroxide solution. After digestion is complete, the fat is sepatrated from the aqueous liquid, which contains a small amount of undigested solids, by centriguging, and washed, first with 2-5% salt solution, and then with water. Fat recovery is equivalent to or better than that obtained by steam rendering without significant hydrolysis or darkening of the fat or production of the typical cooked flavor of steam lard. The process is best adapted to reasonably fresh fat; stocks in which any considerable amount of hydrolysis has occurred are difficult to process because of the excessive formation of soap in the aqueous phase. Soap is derived only from free fatty acids in the fat; under the mild conditions of the digestion, there appears to be no appreciable saponification of neutral fat. The fat is, of course, alkali-refined as it is rendered; hence it is produced substantially free of acidity. A typical lard has a free acids content of 0.01% and a Lovibond color of 2 yellow and 0.3 red.
Rendering slaughterhouse waste by ammonia plus ammonium diacid phosphate under pressure for peptonization and separation into aqueous and fat phases has been patented.
A recent publication reports reduced "fruitiness" and free fatty acids in olive oil from adding alkaline materials to olive pulp during grinding or working. Also the manufacture of a good quality olive oil has been claimed by drying olive pomace to 5% moisture, mixing with soda ash, and extracting with carbon disulfide.
Alkali rendering has been found better than steam, water, or acid digestion for recovering vitamin A from fish livers with an oil content of 30% and upwards. Partial removal of antioxidants does not impair the stability of the vitamin.
The use of proteolytic enzymes in rendering is described in a number of patents. It does not however, appear to have been used commercially, expect perhaps in the recovery of fish liver oils. The patent of Parfenjev covers the digestion of fish livers with pepsin at a low pH and a low temperature. The process of Keil for the recovery of lard or other animal fats involves digestion of the fatty stock with a proteolytic enzyme of vegetable origin; for example, 0.005-0.020% papain at a pH of 6.0-7.5, followed by heating to 140-185°F to separate the fat. Halmbacher has patented the use of an enzyme, such as papain or ficin, with a cysteine activator, to decrease digestion time while increasing yield. Other publications deal with treatment of eggs with papain, fish rendering (40), and rendering of coconut meats.
COOKING OF OIL SEEDS
General Considerations. It is university recognized that oil seeds yield their oil more readily to mechanical expression after cooking, but a complete explanation of why this is so is lacking. It is certain that the changes brought about by cooking are complex and that they are both chemical and physicochemical in nature.
The oil droplets in a cottonseed or similar oil seed are almost uctramicroscopic in size and are distributed throughout the seed. One effect of cooking is to cause these very small droplets to coalesce into drops large enough to flow from the seed. An important factor in this phase of the process is the heat denaturation of proteins and similar substances. Before the proteins become coagulated through denaturation, the oil droplets are virtually in the form of an emulsion. Coagulatio causes the emulsion to break, after which there remains only the problem of separating gross droplets of oil from the solid material in the seed. Since the surface of the seed particles is highly extended, surface activity figures prominently in the displacement of the oil. Cooking, in turn, has a profound influence upon the surface activity of the material. The primary objects of the cooking process may, therefore, be summarized as follows : (a) to coagulate the proteins in the seed causing coalescence of oil droplets and making the seed permeable to the flow of oil; and (b) to decrease the affinity of the oil for the solid surfaces of the seed so that the best possible yield of oil may be obtained when the seed are subsequently pressed.
Important secondary effects of cooking are drying of the seeds to give the seed mass the proper plasticity for efficient pressing insolubilization of phosphatides and possibly other undesirable impurities, destruction of molds and bacteria, increase of the fluidity of the oil through increase in temperature, and, in the case of cottonseed, detoxification of gossypol or related substances.
One factor that obviously effects the affinity between the seed and the oil and is amenable to control in the cooking operation is the moisture content of the seed. Very dry seeds cannot be efficiently freed of their oil. However, it is impossible to say just how moisture inhibits wetting between the seed and the oil. It may be that the cooking process produces a film of adsorbed liquid water on the seed surfaces which displaces the oil. On the other hand, the water may be in a more nearly "bound" state, and its presence in the seed in this condition may serve to make the seed surface relatively lipophobic. The optimum moisture of cooked seed varies widely according to the variety of the seed and the method to be used for expression. On cottonseed, for example, 5 to 6% moisture is best for hydraulic pressing, whereas about 3% is optimum for expellers or screw presses; this level needs to be closely controlled for best results. At moistures of 4% and higher, excessive amounts of oil are left in the cake. Soybeans are ordinarily dried to 2½ to 3% moisture before pressing in expellers; copra and sesame seed require moistures of about 2%.
Many substances in oil seeds are surface active, such as phosphatides and free fatty acids, and the degree to which they are present or become active during cooking doubtless influences the tendency of the seed to adsorb and retain oil. It is generally observed that damaged oil seeds give lower yields of oil than undamaged seeds of equivalent oil content. The tendency of damaged seed to retain oil tenaciously is probably due to their high content of free fatty acids or other surface-active agents.
Effect on Quality of Oil and Oil-Cake. In addition to its effect upon the yield of oil, the method of cooking also markedly determines the quality of both the oil and the oil-cake. Cooking is particularly important in its relation to the refining loss of the oil. A large part of the oil lost in caustic refining consists of neutral oil, which is emulsified in the foots. Certain surface-active agents naturally present in the oil favor this emulsification; others appear to inhibit it. The relative proportions of the two classes of substances in the oil depend to a great extent upon the operation of the cooker. There is little published information on the identity of the surface-active agents in crude oils, but is appears that the substances. The presence of gossypol in cottonseed oil is generally assumed to contribute to the production of hard foots and a low refining loss. However, in mill-scale experiments by Wamble and Haris conducted at five different screw-press mills, it was concluded that there was no apparent relation between the gossypol content of the crude oil and the refining loss or refined color.
Normal cooking variations have little effect on oil color or refining loss, although with widely varying cooking conditions considerable differences are noted. Thus, Eaves showed that oils prepared by solvent extraction from raw, tempered, or cooked cottonseed flakes varied in yield of crude oil but that the yield of neutral oil was virtually unaffected. Crude oil from raw flakes was highest in impurities and lowest in neutral oil, crude from tempered flakes was lower in impurities and higher in neutral oil, and crude from cooked flakes was outstandingly low-refining-loss oil. That is, unless oil penalties are sufficient to counteract any change in crude oil yield, it may be to the processor's advantage to avoid partially refining the oil during preparation for extraction.
King have studied the effect of pH during cooking of cottonseed on the properties of the meals and oils. They concluded that oils made from meats cooked at low pH were high in gossypol and were subject to color reversion during storage, while oil from meats cooked at high pH levels had a lower refining loss, were low in gossypol, and were not subject to color reversion on storage.
In good cooking practice flaked cottonseed meats are brought to approximately 12 to 15% moisture by the time they are in the tip kettle of the cooker. There the temperature is increased rapidly to 190°F or higher in order to inactivate the enzyme systems and prevent free fatty acid rise during cooking. Heating should be continued in the presence of not less than 12% moisture until the temperature reaches about 220°F. After this the object is to reduce the moisture content to a suitable value for efficient pressing. This normally requires temperatures from 240 to 270°F, depending upon the amount of venting used. An average final temperature is probably 260°F.
Overcooking of oil seeds has been recognized as undesirable for some time since it may produce abnormally dark oil and cake. There is also evidence that prolonged or drastic cooking tends to be injurious to the nutritive properties of the cake. With cottonseed, for example, it has been shown that increasing maximum cooker temperature or cooking time decreases the feed efficiency for chicks and the relative protein efficiency for rats. Likewise, soybean meal has been shown to lose nutritive value for chicks as heating time is increased.
On the other hand, the nutritive value of soybean meal is definitely improved by moderate cooking. This is due to the coincident inactivation of specific heat-labile factors (trypsin inhibitor, hemagglutinin, saponin, goitrogenic factor, anticoagulant factor, diuretic principle, and lipoxidase). This subject has been recently summarized by Liener.
To improve their palatability and nutritive value, solvent-extracted soybean flakes intended for animal feeding are invariably toasted before they are shipped from the extraction plant. Until fairly recently this was done by adding moisture and cooking in a conventional "stack" cooker after the solvent was removed. With improved desolventizing techniques, desolventizing and toasting are largely accomplished simultaneously by injecting live steam into the solvent-laden flakes as they leave the extractor them steam condenses on the cooler flakes, thus furnishing heat to boil off solvent while at the same time adding moisture. Thus by the time all of the solvent is removed there has been sufficient moist heat to boil off solvent while at the same time adding moisture. Thus by the time all of the solvent is removed there has been sufficient moist heat treatment largely to inactive the heat-labile anitinutritional factors mentioned above. If the oil seed residue is destined for industrial protein use, this type of desolventizing is avoided and a quick heat treatment just sufficient to remove the solvent is carried out, often using superheated solvent vapor or reduced pressure.
One of the prime purposes of cooking cottonseed is to bring about destruction or deactivation of a principal toxic to certain animals (particularly swine and poultry) which has in the past been generally identified as the complex polyphenolic compound, gossypol. Boatner and coworkers have shown that gossypol is associated in the seed with several related compounds and that one or more of these may be actually responsible for the bulk of the observed toxicity, in as much as separated whole pigment glands are much more toxic than purified gossypol. At the present time, most people attribute all the toxicity of cottonseed to free gossypol. At the present time, most people attribute all the toxicity of cottonseed to free gossypol. At the present time, most people attribute all the toxicity of cottonseed to free gossypol, possibly because no one has seen a low free-gossypol meal that was toxic. On the other hand, there have been numerous cases of nontoxic meals containing levels of free gossypol above that normally considered toxic. A partial explanation for this may be the method of analysis for gossypol. Besides the number of other materials closely resembling gossypol in chemical nature, it has now been established that gossypol that is chemically combined may be partially liberated in the analytical procedure, giving abnormally high free-gossypol figures. Thus a special method is now offical for aniline-treated cottonseed meal.
The toxic principle, whatever it may be, is contained in the cottonseed pigment glands, from which it may be extracted by either, acetone, butanol, and other polar solvents. Hexane and similar non-polar solvents will not extract it from the intact pigment glands, but if these glands are ruptured by moisture, wet heat, or polar solvent, the liberated "gossypol" is readily extracted. The toxic principle is quite stable to dry heat.
Lyman and coworkers, who have made a special study of the cooking of cottonseed in relation to detoxification recommend for hydraulic pressing that meats be brought to a moisture content of at least 14.5% before cooking, that the cooking period be at least 90 minutes, and that the final temperature be not less than 115°C (239 °F). A review of the work of many other investigators, however, indicates that for expeller processing the initial moisture content may be lowered somewhat (to about 12%) and the cooking time greatly reduced. In this connection it is important to bear in mind that the term "cooking" usually is used to cover wet cooking plus a drying to moisture levels around 3%. Actually, these are two distinct processes, as Dunning has pointed out, and after the wet-cooking step is completed, subsequent drying may be done instantaneously (by flashing) or very slowly. In normal practice, however, both processes are accomplished in a stack cooker where these is a rather gradual reduction in moisture content and, thus, a gradual transition from cooking to drying. Final cooking temperature is thus considerably dependent upon the amount of venting or aeration of the cooked flakes. For example, a final cooking temperature is thus considerably dependent upon the amount of venting or aeration of the cooked flakes. For example, a final cooking temperature of 240°F or 260°F will yield the same final moisture content if adequate venting is used with the lower temperature.
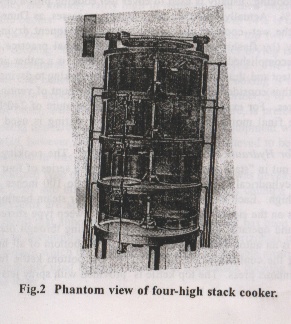
Cooking for Hydraulic and Continuous Pressing. The cooking of oil seeds is usually carried out in "stack cooker". These consist of a series of four to eight closed, superimposed, cylindrical steel kettles each usually 72 to 100 inches in diameter and 1.5 to 2.5 high. Each kettle is normally jacketed for steam heating on the bottom (and sometimes on the sides), and is equipped with a sweep type stirrer mounted close to the bottom and operated by a common shaft extending through the entire series of kettles. There is an automatically operated gate in the bottom of all but the last kettle for discharging the contents to the kettle below; the bottom kettle feeds into a cake former or continuous press. The top kettle is provided with spray jets for the addition of moisture to the seed, and each of the lower kettle is provided with an exhaust pipe with natural or forced draft for the removal of moisture. Thus it is possible to control the moisture of the cooking seed, not only with respect to final moisture content, but also at each stage of the operation.
In practice, the rolled meats are delivered at a constant rate to the top kettle by means of a conveyor. After a predetermined period of cooking in that kettle, the charge of meats is automatically dropped to the kettle below so that there is a continuous progression of meats downward through the cooker. The gates which govern the flow of meats from on kettle to another are normally opened and closed automatically by a mechanism which engages the meats at a specific level in each kettle. Thus, the time that the meats charge remains in each kettle is determined by the meats levels for which the kettles are set. An 85 inch, five-high cooker, a common size, has a rated capacity of about 90 tons of cottonseed (calculated upon the basis of the whole seed per 24 hours.
Steam pressure on the upper stacks of a stack cooker is usually maintained at a relatively high value, for example, 70 to 90 pounds per square inch, in order to provide quick heating. On the lower stacks it is usually reduced somewhat, since there it is only necessary to maintain the heated meats at cooking temperature. Cottonseed meats are usually kept in the cooker for 30 to 120 minutes and leave at a temperature of 230-270°F. Seed of good quality are normally cooked longer than poor seed, which tend to darken on prolonged cooking. Peanuts are often cooked for a shorter period.
In continuous operation of a stack cooker, material first in is not always first out. This has been noted by Alderks and can be easily demonstrated by the use of added corn kernels, salted flakes, dyed flakes, etc. So-called "cooking time" represents an average cooking time, with some material remaining in the cooker much longer and some material only a fraction of the average time. However, this does not appear to affect efficient mechanical pressing adversely.
Oil seeds are usually moistened before cooking, or during the early stages of cooking, unless they are initially fairly high in moisture, and their moisture content is then reduced in the cooker. An initial moisture content of 9 to 14% is common in the top kettle of the cooker. This stays relatively constant in the top two to four kettles where the actual "cooking" takes place. In the bottom kettles drying is the objective with increased temperatures and venting commonly employed. The final moisture content depends on the material processed and on whether cooking is to be followed by hydraulic pressing or expeller or screw pressing. For the former, 5 to 6% is used for cottonseed; for the latter, a dryer product, around 3% moisture, is preferred.
Pressure cooking appeared promising at one time and equipment was installed in several mills. Today, however, this type of cooking is not believed to be in use in any commercial installation in this country.
Another specialized type of cooking, the Skipin process, was developed in Russia about twenty-five years ago but has had no acceptance in this country, where quality and efficiency standards are apparently much higher.
It should be noted that although cooking in a stack cooker has been stressed here, it is also possible to accomplish the same objective using horizontal jacketed tubes ("conditioners") through which the material is conveyed by suitable means. In general, these are more commonly used in conjunction with some stack cooking rather than as a substitute for the latter.
Mechanical Expression of Oil
BATCH PRESSING
In recent years increased mechanization and higher labor costs have made hydraulic pressing of oil seeds uneconomical in practically all cases. Today there is no appreciable volume of soybeans hydraulically pressed, and even with cottonseed, where efficiency is better, volume is rapidly decreasing to a point where the end is in sight. Pressing of other oil seeds appears doomed to the same fate.
The oldest method of oil extraction comprises the application of pressure to batches of the oil-bearing material confined in bags, cloths, cages, or other suitable devices.
Levers, wedges, screws, etc., have been used us a means of applying pressure in the more primitive styles of presses, but modern presses are almost invariably actuated by a hydraulic system. Thus the term "hydraulic pressing" is often used in reference to batch pressing in general. There is a limited use of mechanically operated presses for special purposes where only a relatively light pressure is required, as in the pressing of partially solidified oleo stock or lard to yield oleo oil or lard oil.
Batch presses may be divided into two main classes: the "open" type, which requires the oily material to be confined in press cloths; and the "closed" type, which dispenses with press cloths and confines the material in some species of cage. Open-type presses may be subdivided into plate presses and box presses, and closed types may be subdivided into plate pressure and box presses, and closed types may be classified as pot presses or cage presses.
The completeness with which the oil is recovered by mechanical expression is influenced by a number of factors related to the affinity of the oil for solid material in the seed. These include the moisture content, the method of cooking, and the chemical composition of the seed, damaged seed generally retain oil more tenaciously than seed of good quality. With a given lot of seed, cooked and ready for pressing, the oil yield will depend upon the rate at which pressure is applied, the maximum pressure attained, the time allowed for oil drainage at full pressure, and the temperature or the viscosity of the oil.
Attempts have been made to establish a correlation between oil recovery from different seeds and such factors as pressure, pressing time, and temperature or viscosity. Koo and Baskerville et al. proposed empirical equations designed to permit a calculation of the fraction of oil extracted from seed from data on the pressing time, pressure on the cake, viscosity of the oil, etc. all other factors being assumed constant. Later work, however, indicated that factors are involved, all of which are not mutually independent, so that it may not be possible to develop single equation which will correlate all the processing variables.
Hickox has summarized four years of work in this connection at the Engineering Experiment Station of the University of Tennessee, Including data from some millscale tests. He concludes that for hydraulic pressing of cottonseed:
- The hull content of meats to be pressed should be kept as low as possible since increased hulls lower extraction efficiency and press capacity;
- Pressure should be applied slowly at first, more slowly than is customary;
- The total pressure on the cake need not be increased over 2000 pound per square inch unless the final cake thickness is over 1 inch. For thin cakes, increasing the pressure had no effect on the residual oil;
- The cake should be kept as thin as economical considerations and throughout of the mill will permit.
- The moisture content of the cake should be controlled carefully (that is, wihin a few tenths of 1%) in order to obtain minimum residual oil;
- Since the top and bottom cakes in the press are cooler than the middle cakes, it is desirable to raise their temperature by appropriate means in order to obtain maximum extraction efficiency; and
- Preferably, pressing should be carried out at temperature of 205°F, about 30° higher than typical mill operation.
Open-Type Presses. The frame of an open or Anglo-American press consists of four heavy, vertical steel columns fastened at the top and bottom to heavy end blocks. Within the open cage formed by the columns, and suspended from the top of the press, are a series of horizontal steel plates. These plates closely fill the space enclosed by the columns. They are equally spaced at intervals the entire assembly to become compressed in the pressing operation. Below the plate assembly and attached to a ram operated from below is a heavier bottom plate. The material to be pressed is formed into rectangular cakes which are placed between the various suspended plates. Raising the ram compresses the series of cakes and causes the oil to fall into a drip pan resting upon the bottom block. The stress created by the application of pressure is directed against the top block and is transland into longitudinal stress upon the four columns.
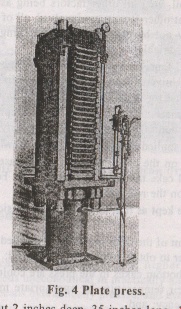
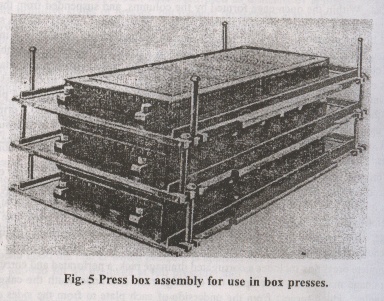
In ordinary plate presses the oil seed flakes are completely wrapped in press cloths and placed between the plates without the use of accessory devices to restrain the cake mass as it is pressed. The surfaces of the plates, however, are usually either corrugated or covered with hair mats to assist in the drainage of the oil and to overcome cake cree page. Box presses are provided with a special boxlike arrangement which encloses the cake on its two long sides and simplifies the wrapping of the cake. The complete press box includes a corrugated drainage rack, a perforated and corrugated steel drainage mat which rests upon the drainage rack and underneath the cake, and steel "angles" which project from the underside of each plate to from the sides of the box enclosing the cake below. With this arrangement, if is only necessary for the press cloth to enclose the cake on the top, bottom, and ends. Thus folding of the press cloth in two directions is avoided, and very heavy, durable cloths may be used. Standard size press boxes are about 2 inches deep, 35 inches long, 14 inches wide at the back, and 14 inches wide at the front, being slightly widened from back to front to facilitate insertion and removal of the cake. Presses are usually constructed with either 15 or 16 boxes. Plate presses of an equivalent size have 24 plates and hence have a greater capacity than box presses.
Presses similar to those described above are generally provided with a 16-inch ram operating at a pressure of 4000 to 4500 pounds per square inch; hence to pressure on the cake is between 1650 and 1850 pounds per square inch. It is important to build up pressure upon the cakes gradually. In order to conduct the initial state of compression more rapidly than the later stages, the hydraulic system operating the presses is provided with automatic valves which delivers oil at 500 pounds pressure to the ram until an equivalent pressure is built up on the cake, and thereafter delivers the maximum pressure of about 4000 pounds. The time allowed for drainage of the oil after the maximum pressure is reached is somewhat variable among deferent mill operators. However, a typical press cycle is as follows: for charging the press, 2 minutes; for attaining maximum pressure, 6 minutes; drainage time, 26 minutes; for discharging the press, 2 minutes; total, 26 minutes. The capacity of a 15-box press operated under these conditions is approximately 11 short tons of whole cottonseed or whole peanuts per 24 hours.
According to Baskerville and Wamble the average press cycle in mills processing cottonseed in the Unites States is probably 30 minutes or less; their calculations indicate that the economically optimum cycle is approximately 50% longer.
An essential accessory to the operation of either plate or box presses is a cake former for automatically delivering a proper quantity of flakes from the cooker and forming the flakes into a cake of the proper size and shape within the press cloth. Cake formers are designed to press the flakes into a coherent mass without the application of sufficient pressure to start the oil from them. They are hydraulically operated. Mechanically operated cake strippers are also provided for removing the somewhat adherent press clothes from the spent press cake. Charging and discharging the presses is carried out entirely by hand, however. An operator is also required for both the cake former and the cake stripper, as neither is fully automatic.
The edges of the cake coming from an open-type press are soft and higher in oil content than the remainder of the cake. Consequently, it is the usual practice to slice or beat off these edges in a mechanical cake trimmer and rework the trimmings through the presses.
Plate presses are usually preferred for flaxseed, whereas box presses are standard equipment in cottonseed or peanut mills. The press cloths used with box presses are woven from human hair, camels; hair, or nylon. A wide variety of materials are used for the cloths used in plate presses, including cotton, wool, and hair.
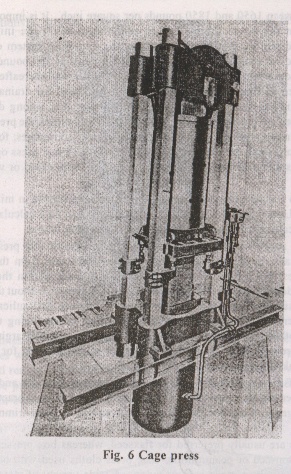
Closed-Type Presses. Cage presses confine the oil-containing materials within a strong perforated steel cage during the pressing operation, and thus largely dispense with the use for press cloths. They may be operated at higher pressures than are practicable with open presses. They are particularly suitable for the expression of copra, palm kernels, and other oil seeds which are high in oil content and low in fiber and hence are inclined to flow and burst the press cloths of open presses. Castor beans or other seeds which it is desired to process without heat treatment can be pressed satisfactorily only in presses of this type as very high pressures are required to extract the oil efficiently from cold seeds. They are desirable for mills that process many varieties of oil seeds because they can be used on practically any oil seed or other oily material.
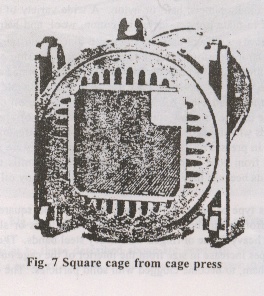
Cages for this type of press are built in both round and square forms. They are usually made up from a number of closely spaced steel bars or slotted steel plates, supported inside a heavy frame or ringed with heavy steel bands. The channels through which the oil escapes increase in size from the interior of the cage outward to minimum any tendency for them, to become clogged with solid particles. The cages are operated in a vertical position in a frame similar to that of the Anglo-American press. Oil is expressed from the charge by forcing a closely fitting head up into the cage from below by means of a hydraulically operated ram. The upper end of the cage may be closed solidly; then pressure is allied only to one end of the charge. Alternately, the cage may float between the lower ram and an opposed head entering from above. In the latter case, pressure is applied to both ends of the seed mass. Cage presses are designed to attain pressures of 6000 pounds per square inch or more.
Since there is a marked tendency for the oil flow in the compressed cake to be longitudinal rather than radial, the cage cannot be packed solidly with the oil seed but must be charged with layers of seed separated by drainage plates and press cloths. Auxiliary equipment is required for filling the cages and discharging the cake. This, and the rather elaborate and heavy design of the cages, makes the initial cost of this type of pressing equipment relatively high. In large installations the cages are usually made removable from the presses, and filling and discharging presses are provided, in addition to a number of finishing presses. A cage carriage is provided for transferring the heavy cages from one press to another.

The pot press is a special form of cage press used for the extraction of cocoa butter or other fats which are solid at ordinary room temperature. In this press the cage is replaced by a series of short, superimposed, steam-heated cylinder sections or "pots". The walls of the pots are solid, and drainage takes place through perforated plated and filter mats in the bottom of each section. Pot presses are usually designed for pressures intermediate between those employed in open presses and cage presses, although they can be built for virtually any desired pressure. The advantages of pot presses are that they can be heated and that they can handle very soft, non-fibreus material, such as fruit pulp, at high pressures without forcing large quantities of solid material into the oil. Their capacity is small, however, in relation to their size and cost, and they require more hand labor to operate than other types of press.
Some oil seeds of high oil content, such as copra, are difficult to express satisfactorily in batch equipment by a singly pressing. In some places it is customary to break up the oil cake derived from the first pressing and subject it a second pressing with or without intervening moisture or heat treatment for the recovery of residual oil. Such practice, of course, requires a double reduction of the seed and also yields an oil of inferior quality from the second pressing. In American practice, the double pressing of oil seed is generally considered obsolete. Oil seeds that cannot be reduced to a low oil content by a singly pressing in hydraulic presses are preferably processed in continuous screw presses or expellers.
CONTINUOUS PRESSING
Continuous expellers or screw presses are now used to the almost complete exclusion of hydraulic presses for the mechanical extraction of soybeans and flaxseed in this country and are of major importance for cottonseeds and peanuts. They are also used extensively throughout the world for the expression of copra, palm kernels, peanuts, cottonseed, flaxseed, and almost every variety of oil seed.
The continuous presses used on oil seeds in the United States are mostly high pressure machines designed to effect oil recovery in one step. They are usually modified to suit a particular material. In Europe various oil seeds are ordinarily handled by the same equipment, and it is common practice to press the seeds in two or even three stages at increasingly higher pressure in each state. The low-pressure presses are also often used for "prepressing" prior to solvent extraction.
Continous presses effect a large saving in common labor over hydraulic systems and completely eliminate the need for press cloth. They are adaptable to a wide variety of materials, and in most cases they produce a much higher yield of oil. Their principal disadvantages are that power requirements are relatively high, they require fairly well-skilled labor for both operation and maintenance and they are not well adapted to intermittent operation.
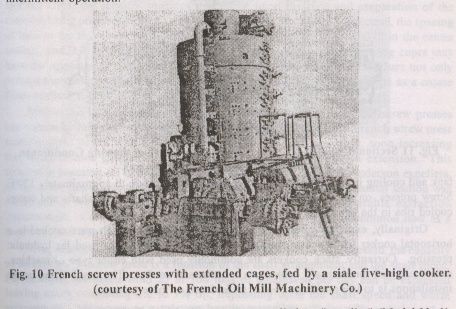
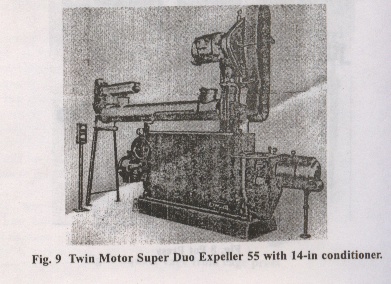
The first successful mechanical screw press, called an "expeller" (Model No. 1), was made by V.D. Anderson in 1900. I was soon used to express the oil from flaxseed and whole cottonseed. About 1910 the Krupp Works was licensed to manufacture these machines in Germany, where they were used primarily as a for press unit ahead of hydraulic presses. In the United States interest was gimarily in expressing as much oil as possible from seed in the operation, so improvements were made resulting in an "RB" (roll bearing) expeller in 1926 and later the "duo" and "Super Duo" types. In 1933 a "screw press" was introduced by the Bench Oil Machinery Company. Today these two companies are the leading manufacturers of continuous screw press in this country.
The Anderson machines (expellers) utilize a vertical cage to express the most easily removable oil, followed by a horizontal cage for attainment of the high pressure necessary for removal of most of the remaining oil. The French "screw presses" use only a horizontal cage where pressure is gradually built up to a maximum. Another point of difference in machines of the two manufactures is in the method for cooling. Expellers are cooled by product oil, after removal of "foots" in a screening tank and cooling in heat exchangers to reduce the temperature to approximately 120°F. Screw presses, on the other hand, are equipped with ;water-cooled shafts and water-cooled ribs in the bar cages.

Originally, expellers operated on flaked raw materials which were cooked in a horizontal cooker while screw presses employed the stack cooker used for hydraulic pressing. Currently, stack cookers are commonly used with either type of machine, sometimes with preliminary cooking in a horizontal cooker. The trend in the newer installations is to use one large cooker to feed two or more presses.

In both types of machine the pressure necessary to force the oil our of the cooked flakes is obtained by means of continuously rotating worm shafts and worms, with a choke mechanism by means of which cake thickness is controlled. The main worm shaft and worms and designed to exert a pressure of 5 to 15 tons per square inch on the seed being processed and at the same time to convey the seed through and out of the pressure chamber. Several different worm shafts may be employed, depending upon the ; material to be processed and whether or not expression is to be complete or merely pre-pressing preliminary to later solvent extraction.
The drainage barrel is made up of rectangular bars which fit into a heavy barrel bar frame. The individual bars in the drainage barrel are separated by bar spacing clips, the specific spacings depending upon the type and preparation of the material being processed. For example, in an expeller processing cottonseed, the spacing of bars in the main barrel may be 0.010 inch in the feed section, 0.0075 in the center section, and 0.010 in the discharge section. The same sections processing copra may have bar spacings of 0.030, 0.020, and 0.010 inch. The spacing of the bars not only permits the drainage of oil from the material being processed but also acts as a coarse filter medium for the solids.
Within the last few years extraction efficiency with expellers and screw presses has materially improved as a result of machine improvements. The French screw press modifications began with a 9-inch extension of the shaft and cage, soon increasing this to as 11-inch extension, and finally to a 22 inch water-cooled extension. This resulted in lowering oil in meal about 1% without loss in capacity. Anderson expellers, on the other hand, were modified in the vertical section and the horizontal section was increased in length (from 33 to 55 inches), resulting in comparable extraction improvement. Cottonseed cake containing 3 to 3½ % oil is not uncommon now as a result of these new development sin expellers and screw presses.
With adequate preparation and cooking of raw material to be processed, the capacity of an expeller or screw press is a function of the shaft arrangement and the shaft speed. For example, the meats from 25 to 100 tons of cottonseed per day can be expressed leaving cakes containing 3.0 to 9% oil, depending upon the shaft speed and worm arrangement. Moreover, as a rule, no loss in extraction efficiency is experienced in going from the old capacity of about 20 to 25 tons of cottonseed per day to the much higher rate of 45 to 50 tons.
Despite the use of special alloys and manufacturing techniques designed to make expeller parts as hard as possible, shafts do wear with usage and tonnage normally drops. Some modern machines are manufactured with provisions for rapid gear change, making it possible to increase the revolutions per minute and the tonnage with only a very short down time. New or newly built-up shafts may be expected to process the meats from about 1 ton of cottonseed per minute with high efficiency. Where only a pre-pressing action is desired, 100 tons per day can be obtained with approximately 45 r.p.m.
Tonnage may also be increased without loss in efficiency by having a minimum amount of hulls in the expeller feed. Since the expeller appears to handle a certain volume of feed, removal of hulls makes it possible to increase capacity by removing essentially non-extractable material from the feed. This also minimizes wear from the highly abrasive hulls. This increased tonnage with high efficiency naturally increases the power requirements with motor horse powers up to 125 now being used as compared to 40 to 60 of a few years ago. Suitably strengthened gear boxes, etc., are also required. With the high capacity and efficiency thus possible, coupled with lower installed equipment cost as compared to solvent extraction, expeller operations compare favorably in many cases with the more efficient solvent extraction.
In addition to the general literature references on the continuous pressing of oil seeds, there are also references dealing specifically with screw presses expellers, and product quality.
LOW-PRESSURE PRESSING
For the pre-pressing of oil prior to extraction, ordinary high-pressure screw presses may be operated at low pressure and at increased capacity. Specially designed machines are much more satisfactory, however, in new installations these are normally used.
In this country, most of the plants solvent-extracting cottonseed do so via the prepress route. At first this was probably the result of problems in handling "fines" and difficulties in detoxifying the extracted flakes when direct extraction was used. Other advantages of pre-pressing include the need for only a minimum-size solvent plant, since most of the oil is removed in the pre-pressing step, and the production of meal of high protein quality. Disadvantages are high initial equipment costs if, for example, soybeans must also be processed in equivalent tonnage in the same plant and, normally, higher power requirements and repairs.
Expellers and screw presses of the same design as those used for oil seeds are sometimes used for pressing whale or seal flesh or fish, and for processing meat scraps, but these materials are more commonly handled in screw presses specially designed for the purpose. These are generally of lighter construction than the machines built for oil seed extraction and are operated under low pressure.
CENTRIFUGAL EXPRESSION
The removal of oil from an oil-Bearing material by centrifugation has been a standard method only in the case of palm fruit. However, recent developments in the rendering of animal fats make full use of centrifugal separation of oil. The centrifugal recovery of palm oil will be discussed in a later Part of this chapter.
Solvent Extraction
APPLICATION
While extraction with solvents constitutes the most efficient method for the recovery of oil from any oil-bearing material, it is relatively the most advantageous in the processing of seeds or other material low in oil. The minimum oil content to which oil cake can be reduced by mechanical expression is approximately the same for all oil seeds, that is, about 2 to 3%. Consequently, the oil unrecoverable by mechanical expression, in terms of percentage of the total oil, increases progressively as the oil content of the seed decreases. Comparative yields of oil from representative seeds of low, medium, and high oil content by the two methods or processing are shown in Table 15.4. Substitution of solvent extraction for pressing methods increases the yield of oil from soybeans by 12.1%, where as in the processing of cottonseed the increase in 11.5% and in the case of flaxseed only 5.3%. These figures, it should be noted, are industry-wide averages. The increase of oil yield for soybeans and cottonseed by solvent extraction over the most efficient mechanical processing today is appreciably less.
Cottonseed flakes disintegrate more readily and occasion more trouble from the production of fines, whereas peanuts and flaxseed disintegrate very badly. By "pressing" or "forepressing" the seed in low-pressure screw presses to remove a portion of the oil it is possible subsequently to solvent-extract high-oil-content seeds that are difficult or impossible to handle in their original from in conventional equipment. In Europe and where European practices have prevailed, it is the general practice to extract whole soybeans nut to prepress other oil seeds. In the United States pre-pressing is used commercially on cottonseed, flaxseed, peanuts, and corn germ.
Solvent extraction finds some use in the recovery of animal fats. The tankage or cracklings from dry rendering are often solvent extracted, usually in batch extractors. The recovery of fat from garbage is frequently carried out by means of solvent extraction since the low fat content of this material makes of the methods of recovery difficult. Garbage is extracted in batch equipment of special design.
Materials containing scarce of expensive oil are often solvent extracted even when the operation is relatively difficult. Examples are castor oil, olive oil, and wheat germ oil residues from mechanical pressing. Solvent extraction may be used to itstain a fat free residue or a residue in which proteins are not heat denatured rather than for the primary purpose of improving the yield of oil. Thus, for example, cocoa is solvent extracted in order to produce a residue which may serve as a source of theobromine. Solvent extracted meal is preferred for the manufacture of protein adhesives, fibers, or plastics, since there is much less denaturation of the protein in this ;meal than in that obtained by cooking and mechanical pressing.
Since minimum heat treatment is involved, oil produced by solvent extraction is of maximum quality, and the meal contains protein subjected to a minimum of damage due to the effects of heat. On the other hand, there are several disadvantages:
- Solvent extraction equipment is relatively expensive compared to other extraction systems;
- Except where nonflammable solvents can be used, there is the ever-present danger of fire and explosion;
- Low-oil-content meal tends to be dusty, with attendant problems; and
- As in the case of cottonseed, unheated flakes from the direct extraction of raw flakes may contain material that is toxic to non-uminants and is not removed or inactivated by the relatively mild processing, thus requiring further treatment.
Batch Extractors. Batteries of batch extractors are still in use in Europe for the recovery of oil seeds or mechanical press residues. In modern plants, however, batch equipment is used principally in the form of small units fir the recovery of pharmaceutical oils or other expensive oils; for the extraction of spent bleaching earth; for the processing of meat scraps, cracklings, and garbage; or for other purpose where the tonnage of material handled dose not justify the expense of installing continuous extractors. The largest single use of batch extractors in the United States at the present time is probably for the processing of castor pomace remaining from the cold-cage pressing of castor beans.
Batch extractors vary greatly in design. An extractor which is popular in the castor oil industry consists of a large horizontal drum (18 by 8.5 ft.) mounted on rollers by means of which the drum can be rotated on its longitudinal axis. Inside the drum is a horizontal, perforated, metal strainer covered with a filter mat of burlap, which extends the length of the drum and divides it into two compartments, one much smaller than the other. The large compartment receives a charge of 10 to 12 tons of solid material through which solvent is percolated during the drainage period. Four to six successive extractions suffic to reduce the oil content of castor pomace from about 15% to 1.5%. A common European extractor, some what similar, but of a stationary vertical design with internal mixing arms, has been described.
The extractor commonly used for the extraction of garbage consists of a vertical cylindrical kettle, with a large ratio of diameter to depth, equipped with a vapor-tight cover, a steam jacket, and a vertical low speed agitator. The most popular unit is about 4½ feet high and 10 feet in diameter, and takes a charge of 3 to 5 tons of material. This extractor is suitable also for the extraction of other relatively wet materials, as the material may be dried and extracted in the same vessel.
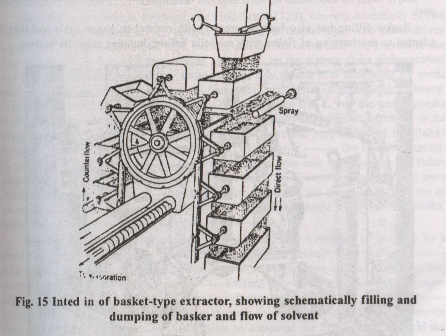
Solvent systems are used to some extent fir the attraction of fish liver oils, as well as fish oil. A number of other types of batch extractor have been described. The extraction of miscellaneous oil-containing materials, as well as oil seeds, has been developed to a much higher degree in Europe than in the United States.
Continuous extractors. The oldest successful continuous oil seed extractor, and one that many still consider the best type is the Bollman or Hansa-Muhle extractor, otherwise known as the paternoster or basket type. This extractor was designed and first built in Germany the American-built Blaw-knox and French extractors are very similar.
The basket type extractor (Figure 14 and 15) has the appearance of an enclosed bucket elevator. Unlike the various type of continuous extractors to be described later, it does not immerse the oil seed flakes in the solvent but extracts by percolation of solvent through the flakes while they are held in a series of baskets with perforated bottoms. To ensure uniform percolation and drainage, the width and depth of the baskets are usually fixed and the length is varies according to the capacity of the extractor, common dimensions are 20-28 inches deep, 30-40 inches wide, and 40-85 inches long (114). The baskets (usually 38 in the earlier models) are supported on endless chains, within a zastight housing. The flaked oil seeds are conveyed by a screw into a closed charging hopper at the top of the housing, the completely filled conveyor tube serving as an effective vapor seal against the solvent vapor inside the extractor. The baskets are continuously and very slowly raised and lowered at the rate of about I revolution per hour. As each basket starts down the descending side of the apparatus, a charge of seed is automatically dropped into it from the charging hopper. Extraction is effected by the percolation of solvent through the seed during their passage from the top of the bottom and again to the top of the apparatus. As the baskets containing the spent and drained flakes ascend to the top of the housing on the opposite side from the charging hopper, they are automatically inverted and the contents are dumped into a discharge hopper from which they are conveyed by means of screw conveyors to the meal driers.
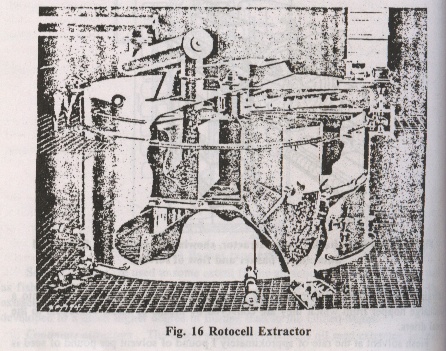
Fresh solvent at the rate of approximately I pound of solvent per pound of seed its sprayed into a basket near the top of the ascending line if baskets, from which it percolates by gravity through the lower baskets, in counter current flow. The miscella from this side, termed the "half-miscella," is collected in a sump in the lower part of the housing. A pump continuously withdraws it from the sump and sprays it into the topmost baskets of the descending line. From this baskets it percolates downward through the lower baskets like the fresh solvent introduced on the other side of the system and is collected in a separate sump as "full-miscella." The full-miscella is freed from fine seed particles and solvent, to yield the finished oil, by means which will be described later.
Detailed operating data on a modified 400-ton per day Hansa-Muhle plant processing soybeans have been published by Kenyon. Kruse, and Clark. Commercial hexane at a temperature of 136°F is used as the solvent at the rate of 960 pounds per 1000 pounds of flakes (9.5% moisture content) to reduce the oil content of the finished meal (containing 8.0% moisture) to 0.6-0.7% and produce a full-miscella containing 25-28% oil. The extracted and trained flakes leaving the extractor retain about 35% of their own weight of entrained solvent. Most of basket-type extractors built thus far have been large, with capacities of the order of 200-1000 tons of flakes per day.
In recent years the basket extractor has been modified into square and rectangular (horizontal) types where, in addition to solvent or miscella draining vertically from one basket to another, it may be pumped to individual baskets in the horizontal sections. In this way re-circulation of miscella can be used with generally improved efficiency. The horizontal extractor also permits one-floor operation and can be housed at minimum cost.
Basket filling has also been improved with respect to vapor seals and may be adapted to preslurrying of flakes with miscella before dumping into the baskets.
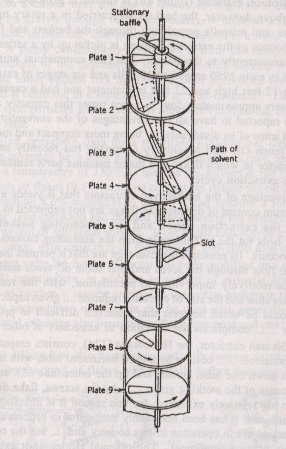
The Blaw-Knox Rotocel extractor is similar in principle to the basket extractors described above; however, the baskets are carried in a rotary motion in a single horizontal plane, and miscella percolating through the baskets and falling into compartments in the bottom of the extractor housing is picket up by a series of pumps and recirculated counter-currently to the flakes. The first commercial unit placed in operation on soybeans in early 1950 employed 18 cells and six stages of extraction. It operated in a housing 12 feet high and 22 feet in diameter and had a capacity of 250 tons per day. Extractors approximately four to seven times this capacity are now in operation. These are reported to have all the advantages of the conventional basket type extractor without some of its disadvantages, being more compact and more flexible in operation. The French Oil Mill Machinery Company has recently announced a stationary basket extractor in which flakes and major machine parts remain stationary throughout the entire extraction cycle.
The principal advantage of the basket type extractors that it yields a very clean miscella with a minimum content of distance the flakes are not subjected to mechanical disturbance during the extraction period and the descending baskets form on effective of filter beds for the half-miscella from the ascending baskets…. Most of the fines production occurs. Its principal disadvantage are that it permits the possibility of channeling solvent flow through the seeds and that some oil seeds tend to pack in the baskets are home relatively impervious to percolation, with the result that the extraction rate becomes slow and the size of extractor required … given capacity becomes unduly large. It should be noted however that materials difficult to process in the basket-type extractor …. Complicate the operation of extractors or other types.
Another early German extractor, the Hildebraus (124), consists essentially of two vertical tubes interconnected …. Bottom by a third horizontal tube, with motor-driven screws …. The flakes down one tube, across, and up the other tube ….. current to the flow of solvent. Because of the working given ….. by the screws, flake disintegration and fines production are relatively extensive; for this reason it is unsuitable for seeds such as cottonseed although it has been reasonably successful in processing soybeans. A number of installations are in operation in this country and … but the trend appears to be away from this type of equipment. The original Hildbrandt extractor is no longer manufacture …… the modified design with screw propulsion of the flakes found…… extractor or the modern counterpart of the latter …… the Detrex extractor. A variation in design consis ……. Substitution of a drag-link conveyor for the flake-propelling. All of these latter extractors were designed for the ….. solvent and were intended primarily for the …… extraction of soybeans, for example, at the rate of about 25 ……. A number of these extractors, manufactured by the …….. Works, Minneapolis. Minnesota are in service in …………
The Bonotto extractor …… divided into a number of sections by a revolving ass ……. Horizontal plates attached to a cenral shaft. The plates are .……. a series of staggered slots through which the flakes, introducing the top of the column, proceed downward by gravity, counter ……. A rising flow of solvent. Stationary Scraper arms placed just …… plate provide gentle agitation of the flake mass to prevent…… or bridging and assist in moving the flakes through …….. The original Bonotto extractor employed a screw discharge ……. Mechanism to compress the spent flakes and seal the bottom of the column against the escape of solvent. Discharge of the flakes through such a mechanism has the advantage of squeezing out most of the entrained solvent. With some seeds, however, it is not mechanically reliable; hence, in extractors of the Bonotto type operating on seeds other than soybeans it has generally been replaced with an inclined side tube, up which the spent flakes are carried by a Redler or draglink conveyor, through a set of squeezing rolls.
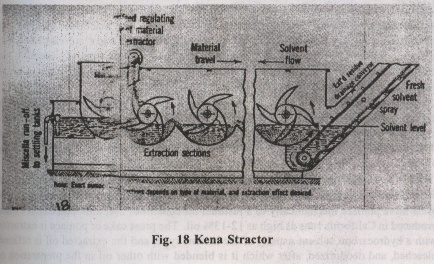
An improved Bonotto design uses a Redler conveyor within a closed loop to feed the column and filters the miscella from the column through the flakes in a portion of the loop before it is discharged. This assists in clarifying the miscella and also extracts considerable oil from the flakes before they enter the extractor proper.
The Allis-Chalmers and Anderson extractors are modifications of the Bonotto apparatus; each employs stationary plates or partitions and moving scraper arms within the column rather than moving plates and stationary arms, and there are other structural differences, as well as differences in auxiliaries. The Anderson extractor for soybeans uses a choke or plug-forming flake discharge and has a built-in mechanically operated device for settling fines out of the miscella; the allis-Chalmers extractor uses an inclined side tube discharge for all oil seeds. In present installations this type of extractor is commonly used with pre-pressing, thus minimizing the problem of "fines" in the miscella.
The Kennedy extractor is built in the form of a long, enclosed trough divided into a number of sections, each of which has a rounded bottom. An impeller wheel carrying four curved and perforated blades revolves in each section, with the blade tips closely following the contour of the rounded bottom. Material introduced into the first section is transferred the contour of the rounded bottom. Material introduced into the first section is transferred the length of the trough, from section to section, by the scooping action of the impeller blades as the solvent flows through the bottom of each section in a counter direction. As the material is lifted up the curved section wall aboe the liquid level, to fall into the succeeding section, it is compressed slightly between the impeller blade and the wall; this squeezes out some of the entrained solvent and serves to decrease the carryover of solvent from one section to another by the flakes. From the final section they are carried up an inclined tube and out of the extractor by a drag conveyor. This type of extractor has not found general acceptance.
A traveling-belt type of horizontal extractor originated by DeSmet in Belgium has found only limited use in this country.
The "filtration extraction" process developed at the United States Department of Agriculture laboratory in New Orleans is now manufactured by Wurster and Sanger and is used in plants extracting cottonseed. In this process, the flakes are first "cooked: lightly, quickly air-cooled ("crisped"), and then immersed in miscella for some time. Following this, the mixture is conveyed to a horizontal rotary vacuum filter are the flakes are washed with leaner miscellas and finally with in solvent. The process and equipment are reported to beadaptable to a wide variety of oil-bearing materials, including some that are difficult to extract in other types of equipment.
Many other continuous extractor designs have been patented, and a few have ….. commercially in Europe or South America. Of these, the…. And Fauth extractors deserve particular mention. For the detailed descriptions of these as well as the more common extract mentioned previously.
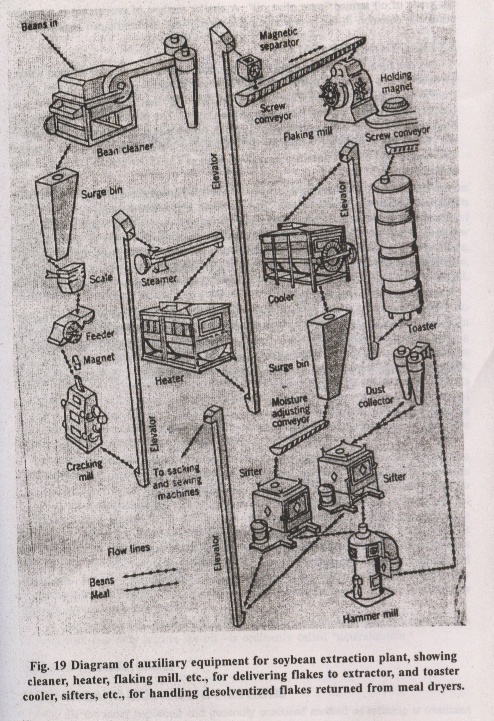
A plant for commercial extraction of castor oil departed from the practice of forming flakes and striving to maintain the flake …….. throughout the extraction process by grinding the seed and …… the finely disintegrated material in three successive stage which; it was alternately mixed with the counter flowing solvent ….. separated by centrifugation in continuous Bird centrigugals. ….. was used as the solvent at a temperature of 170°F. According to Pascal miscellas containing oil in the range of 8-20%… advantageously be separated by cooling into an oil-rich and ….. phase with the latter being reused as a solvent without distill …… Commercial heptane and castor oil are miscible in all proportion …. About 31°C, which is well below the preferred extraction temperature of 50°F; but good separation occurs upon cooling a 20% …. For example, to 20°C. It is understood that this plant has ….. converted to prepress conventional continuous extraction (118).
Auxiliary equipment for pre-treating the seed before they enter the extractor and for treating the de-solventized and deodorized flakes after they leave the extraction system is shown for a typical soybean plant in. However, many plants employ a more compact apparatus in which toasting is conducted under steam pressure.
Recovery of Oil from Fruit Pulps
The extraction of olive oil is in general carried out by less efficient and less modern methods than most other vegetable oils, since the industry is highly decentralized and is distributed throughout the growing countries in many small establishements.
EXTRACTION OF OLIVE OIL
Now with standing the fact that olives are seldom transported long distances from the producing groves to the extraction plants, they are often subjected to considerable abuse prior to being processed. The rather general practice of bruising the fruit during harvesting, and later storing it for protracted periods, accounts for the fact the fact that olive oil usually has a rather high content of free fatty acids.
The equipment used for processing olives for oil varies greatly from one country to another and even from mill to mill within the same country. Perhaps the most common method of preparing the pulp for expression comprises putting the fruit through mills of the edge runner type without cracking the fruit pits. The macerated pulp is then transferred to woven baskets or "scourtinus", and the oil and water are expressed in a hydraulic press. The presses used for this purpose generally develop considerably less pressure than those used for the expression of oil seeds, since the fluid nature of the pulp mass precludes the application of very high pressures.
Pressing is carried out in two or more stages with the; first pressing yielding the highest grade, so-called "virgin" olive oil, and each subsequent pressing yielding a lower grade. Prior to the last pressing the cake is sometimes broken up and moistened with water, and in some cases it is subjected to a more thorough milling with cracking of the olive pits. In all cases, heat treatment of the pulp or cake is avoided.
In the United States, hydraulic box presses are generally used for the recovery of olive oil although there is some use of screw presses. It is reported to be possible to press olive pomace mechanically to a residual oil content of 8%, although much of that produced in California runs as high as 12-13% oil. The press cake or pomace is extracted with a hydrocarbon solvent usually of the hexane type; and the extracted oil is refined, bleached, and deodorized, after which it is blended with other oil in the preparation of the grade of oil termed "pure olive oil". A similar method of processing is now also becoming common in the live-producing section of the Mediterranean region.
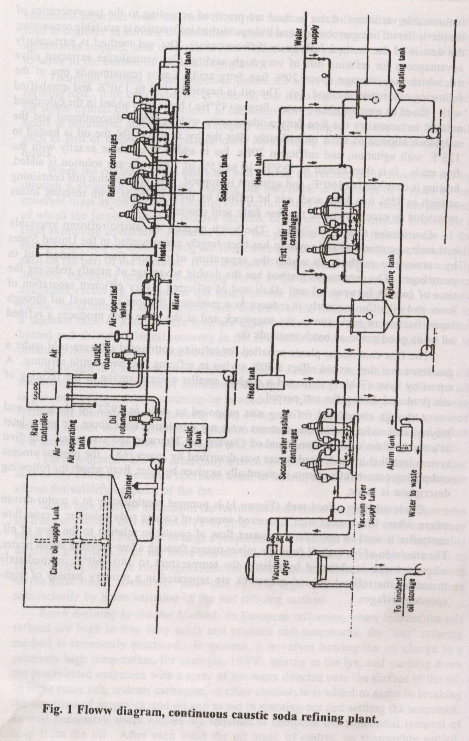
EXTRACTION OF PALM OIL
At one time, most of the palm oil on the market was extracted by African natives by exceedingly primitive methods. In recent years, however, the production of oil from wild-growing trees has been much exceeded by that from the plantations of Indonesia, Malaysia, and the Republics of the Congo. The plantation oil has generally been extracted by modern methods and is much superior in quality to the older African oil. Good plantation oil consistently runs lower than 5% in free fatty acids, whereas native-produced oil was not uncommonly as high as 15, 25, or even 50% in free fatty acid content.
The sequence of operation in a plant designed and constructed in 1949 is as follows: The fruit is first sterilized with low-pressure steam. This destroys enzyme action while at the same time loosening the fruits from the stalks. A stripping machine completes the separation of fruits from the stalks by a threshing action. The loose fruits are next conveyed to a steam-jacketed digester where they are heated and agitated to disintegrate the pericarp and form a mash. Large centrifugal extractors remove 90-93% of the oil from the pericarp. Crude oil produced is run into takes where it is heated with open steam, settled, and recentrifuged.
Palm nuts are not broken by this processing and pass from the large centrifuges to a revolving screen where the nuts are separated from the fiber. The fiber goes into fuel for the boilers while the clean nuts are dried, stored, and graded before being cracked. After cracking the broken shells are mechanically separated from the kernels and go into boiler fuel. The kernels are further dried, cleaned, and then sacked for shipment.
Refining and Bleaching
Crude fats and oils produced by rendering, expression, or solvent extraction contain variable amounts of non-glyceride impurities. The impurities in high-grade animal fats and certain vegetable oils, such as coconut and palm kernel oils, consist principally of free fatty acids. In most vegetable oils, as well as in animal fats rendered from low grade materials, however, there are significant amounts of other substances. Thus, Jamieson and Baughman reported the following in crude conttonseed oil : raffinose, pentosans, resins, proteoses, phosphates, xanthophylls, chlorophyll, mucilaginous substances and free fatty acids.
Not all impurities in crude oils are undersirable. The sterols are colorless and heat-stable and, for all practical purposes, inert; hence they pass unnoticed unless present in unusually large amounts. Tocopherols perform the important function of protecting the oil from oxidation. For this reason, they may be classed as highly desirable constituents of most oil and fat products. Most of the other impurities are objectionable, however, since they render the oil dark-colored, cause it to foam or smoke, or are precipitated when the oil is heated in subsequent processing operations. The object of refining and bleaching is to remove the objectionable impurities in the oil with the least possible damage to either the glycerides or the tocopherols, or other desirable impurities, and with the least possible loss of oil.
As used here, the term " refining refers to any purifying treatment designed to remove free fatty acids, phosphatides or mucilaginous material, or other gross impurities in the oil; it excludes "bleaching" and also "deodorization." The term "bleaching" is reserved for treatment designed solely to reduce the color or the oil. Very little material is removed from the oil by bleaching, and bleaching treatment is commonly applied to oils after purification has been largely accomplished by refining. "Deodorization" is the term used for treatment which has as its primary object the removal of consitutuents which give rise to flavors and odors. Deodorization usually follows refining and bleaching. Refining and bleaching are closely related processes and are treated together in this chapter; deodorization is accomplished by the use of entirely different techniques that are covered in a later chapter.
In Europe the most common method of refining-which involves the use of alkalies to react with free fatty acid in the oil-is ordinarily called "neutralization".
General Considerations
REFINING AND BLEACHING METHODS
By far the most important and generally practiced method of refining is treatment of the oil with an alkali. Alkali refining effects an almost complete removal of free fatty acids, which are converted into oil-insoluble soaps. Other acidic substances likewise combine with the alkali, and there is some removal of impurities from the oil by adsorption on the soap formed in the operation. Moreover, all substances which become insoluble upon hydration are removed.
The alkali most commonly employed for refining oils is caustic soda, which is much effective in its decolorizing action than weaker alkalies. Caustic soda has the disadvantage, however, of saponifying a small proportion of neutral oil in addition to reaction with free fatty acids. There is considerable use, therefore, of other alkalies, such as soda ash or sodium bicarbonate. Organic bases, such as the ethanolamines, have also been proposed as refining agents because of their selective action toward the free acids in the oil.
Certain oil impurities, such as phosphatides, proteins or protein fragments, and gummy or mucilaginous substances, are soluble in the oil only in an anhydrous from and can be precipitated and removed if they are simply hydrated. Hydration is accomplished by steaming the oil or mixing it with water or a week aqueous solution. It may also occur when the oil is stored with access to the atmosphere; hence some vegetable oils tend to become purified naturally in storage, with precipitation and settling of so-called "foots".
Since free fatty acids are much more volatile than glycerides, it is possible to remove them from an oil by steam distillation at a high temperature under reduced pressure. So called "steam refining" is similar to ordinary steam deodorization; with some fats it is possible to combine the two in one operation.
Rencently, liquid-liquid extraction has come into prominence as a refining method, particularly for low-grade fats containing pigments that are difficult to remove by other methods. Extraction of the fat with a suitable solvent not only separates most of the pigments and other non fatty impurities but, if properly applied, may also effectively deacidify the oil (free fatty acid contents as low as 0.02-0.06% have been reported).
Oils, particularly those intended for use in paints, are sometimes "acid refined" by treatment with strong sulfuric acid. Acid refining does not reduce the free fatty acid content, but it chars and precipitates phosphatides similar impurities.
The standard method of bleaching is by adsorption of treatment of the oil with bleaching earch or carbon. The various chemical bleaching methods applied to inedible fats all depend upon oxidation of the pigments to colorless or lightly colored materials. Most of the refining methods enumerated accomplish considerable reduction of the color or the oil. The carotenoid pigments are not altogether stable to heat and are converted to colorless compounds by hydrogenation; hence some bleacing effects are incidental to the operations of hydrogenation and deodorization.
EFFECT OF REFINING AND OTHER PROCESSING TREATMENT ON SPECIFIC IMPURITIES
Alkali refining of an oil with caustic soda readily reduces the free fatty acid content to 0.01-0.03%. With a weaker alkali, such a sodium carbonate, however, it is difficult to get the free fatty acids below about 0.10%. Steam refining with suitable equipment will also reduce the free acids to 0.01-0.03%. Degumming of a crude oil (with water) will often cause a substantial reduction in its titratable acidity but not in its actual content of free fatty acids. Bleaching with earths or carbon has little effect on the acidity of oils except in the case of certain acid-activated earths; these may increase the acidity appreciably, for example, 0.05-0.10%, particularly if the oil is soapy of if the contact time is prolonged and the oil is note well dried. Free fatty acids can be completely removed from oils by chromatographic adsorption on alumina or slilica gels, but a high ratio of adsorbent to acids is required (10-30 to 1), and the process is uneconomic.
Alkali refining completely removes phosphatides from oils. In fact, it has been stated that the phosphorus content of a refined oil is an acceptable criterion of the overall efficiency of refining and that it should not exceed about 0.5 p.p.m. (0.00005%). This corresponds to about 0.0015% phosphatides. The phosphorus content of degummed soybean oils is of the order of 0.001-0.005%; that of non-degummed extracted oils is often as high as 0.10%.
Alkali refining, and to a lesser extent degumming, also brings about the removal of a certain amount of nonphosphatide oil-soluble material, including carbohydrates and protein fragments, although information as to specific compounds is not available. Mc Guire and coworkers found in laboratory experiments that a crude soybean oil containing 0.019% nitrogen was reduced to 0.00044% nitrogen by one water washing, and to 0.00024% and 0.00019% by a second and third water washing. Alkali refining and bleaching of the original crude and the once, twice, and three-times water-washed oil yielded products with 0.0009, 0.00016, 0.00012, 0.00003, and 0.00014% nitrogen, respectively. Much of the nitrogen was in the form of phosphatides. The ratio by weight of phosphorus to nitrogen in soybean oil phosphatides is about 2.7 to 1; ratios of 2.4-3.1 to 1 have been reported for purified cottonseed oil phosphatides.
Acid refining likewise removes phosphatides and related substances, or "break material," quite completely. At the high temperatures employed in steam refining the oil will break, and insoluble material will be precipitated if phosphatides are present in any considerable amount. If a moderate amount of phosphatides is present, no visible separation of solid material will occur, but the oil will become darkcolored, presumably from the decomposition of associated carbohydrates. If the phosphatide content is less than about 0.02%, no such effect is observed.
Treatment of an oil with bleaching earth is quite effective in removing phosphatides and the various mucilaginous materials referred to as "gums," slimes," etc. A crude fish oil, for example, which can be hydrogenated only with great difficulty because of the poisoning effect of such materials on the catalyst, can be readily hydrogenated after a heavy treatment with an acid-activated earth. Nickel hydrogenation catalysts are even better adsorbents than are bleaching earths for many impurities, and they are often effective after they have become largely inactive for hydrogenation. Hence treatment of an oil with a "spent" catalyst is often useful purification method.
REFINING LOSSES
Much of the technology of fat and oil refining is concerned with the minimization of oil losses rather than the thoroughness of purification. In ordinary alkali refining with caustic soda there is always a considerable amount of neutral oil saponified by the alkali or entrained in the soapstock. This oil is recoverable only as a low-grade material, and therefore represent a direct monetary loss to the refiner.
The amount of neutral oil lost in alkali refining depends primarily upon the amount and kind of impurities in the oil. It is relatively low in the refining of such oils as coconut and palm kernel oil and animal and marine fats which are low in phosphatides and similar impurities. In kettle refining coconut oil, for example, the total loss usually does not exceed about 1.4 times the amount of free fatty acids removed. On the other hand, vegetable oils, such as cottonseed and soybean oil, can seldom be refined in batches with a loss less than 3.0 times the free fatty acids content, even when the oil is relatively free of impurities; more only the refining loss of low-acid oils is 5 to 10 times as greats free fatty acids content.
Highing losses in vegetable oils free from solid material are generally outed to the presence of phosphatides. Possibly other gummsurfacedactive materials assist in emulsifing neutral fats and cooning to high losses. However, some impurities produce a hard and a low refining loss. Gossypol, which is normally in crude conttonseed oil, has been climed to have a benefiting in refining. Wamble et al, were unable, howeve monstrate a good correlation between gossypol content and refls. Likewise, Norris found added pure gossypol to have apolicar able effect on cottonseed oil refining losses (official cup). Other phenolic substances not found in crude oils also have beened to reduce the refining loss. The composition of a either respect to surface active constituents is determined, of couers extraction process, and particularly during the cooking of the red.
APPLICATIONS
Some oils and fats are seldom given and kind of purifying treatment. Butterfat, oleo oil, and olive oils are neither refined nor bleached in the ordinary course of manufacture, although upon occasion the refining process may be applied for the reclamation of off-grade or badly deteriorated materials.
Most of the lard on the market is not refined in the proper sense of the term. The product known to the trade as "refined lard" has merely been clarified and solidified, with the application of a light bleaching treatment, in some cases, by means of a bleaching clay or carbon. A few special lard products which are hydrogenated or deodorized are also alkali-refined. Small amounts of tallow or oleo stock are consumed without being refined, and limited quantities of unrefined oleo stearine are used in the manufacture of blended-type shortenings and margarines of the "puff-paste" type. Inedible animal fats used in the manufacture of soaps are sometimes refined. In the treatment of soap fats refining is chiefly valuable because of its beneficial effect on the color of the fats. Soap fats are almost invariably bleached.
In some parts of the world, particularly in Africa, Southern Europe, and the Orient, considerable quantities of oil seeds yielding a relatively pure oil, such as peanut, sesame, rapeseed, and soybean, are cold pressed, and the resulting oil is used for edible purposes, like olive oil, without further processing treatment. Oils that are to be deodorized and marketed as neutral salad or cooking oils, as well vegetable oils to be converted into shortenings or margarines, are almost invariably alkali-refined. Free fatty acids are objectionable in all these products because they tend to smoke when the fat is heated. The higher fatty acids are so insoluble as to be practically tasteless; hence oils containing large proportions of these may be rendered at least temporarily neutral by deodorization alone. The fatty acids of coconut oil and other lauric acid oils are sufficiently soluble, however, to impart a taste; therefore, these oils must be rendered substantially free or free acids before they are used in food products.
Vegetable paint oils are not always alkali-refined since in these oils a moderate content of free acids is unobjectionable. They are free quently acid-or water-washed to remove material which would precipitate under heat treatment. The removal of this so-called "break material" is essential in varnish oils, which are usually refined with alkali.
Whale, fish and other marine oils, with the exception of fish liver oils, are refined before they are manufactured into edible product since such products are invariably hydrogenated and deodorized. Fish liver oils are preferably not alkali-refined because of vitamin A adsorption of soaps formed in situ in the oil.
Desliming or Degumming
As used here, the terms desliming and degumming refer to refining treatment designed to remove phosphatides and certain other ill defined "slimes" or "mucilaginous materials" from the oil but does not significantly reduce the acidity of the oil.
DEGUMMING BY HYDRATION
The degumming of oils inteded for use in edible products, if it is done at all, is almost always accomplished by hydrating the phosphatides, etc., to make them insoluble in the oil.
Crude soybean oil, particularly that obtained by solvent extraction, is very often degummed before refining. As mentioned previously, gums, if left in the oil, tend to produce high refining losses and occasion.
PREPARATION OF COMMERCIAL LECITHIN
The conversion of soybean oil gums to the various grades of commercial lecithin has been described by Langhurst and by Stanley. Material from the degumming centrifuges is charged into a dehydrating kettle equipped with a jacket for the circulation of hot water and is agitated at 150 to 160°F under a 28-inch vacuum until its moisture content is reduced below 0.5%. After centrifugal clarification it is drummed for shipment. According to tentative specifications of the National Soybean Processors' Associated (36) the six common commercial grades consist of plastic consisted and fluid-consistency products, each of which may be unbleached and bleached, or double bleached. Bleaching is usually accomplished with hydrogen peroxide, which may be added either during the degumming step with the water used for hydration or in the bleaching kenels. The fluid-consistency product is made by adding 2 to 5% of mixed sevean oil fatty acid or other free fatty acids to the plastic-consistencyaterial. Specifications call for for a minimum content of acetone-consumable material of 65% and 62% for the plastic and fluid grades, respectively; and for maximum moisture and benzene-insoluble contens of 1.0% and 0.3% respectively, in all cases. Maximum acid values are 30 for the plastic grade and 32 for the fluid grade. The Gardnercolor of a 5% solution in colorless mineral oil must not exceed 10 for unbleached lecithin; 7 for single-bleached lecithin; or 4 for the double-bleached product.
ACID REFINING
The following procedure is recommended by Schonfeld for the acid refining of crude vegetable oils such as linsed or repessed. Loadlined kettles with conical bottoms and efficient mechanical agitators are used. Sulfuric acid (66°Be) is slowly mixture to the cold oil in the kettle; with stronger acid there is danger of sufonating the oil excessively. Care is taken to avoid raising the temperature of the mixture above 30°C (86°F). As the acid is added the oil turns a greenish yellow; later the charge darkens as impurities begin to separate in the form of small brown or black flocs. Samples are periodically withdrawn and examined on a porcelain plate; as soon as there is a clean separation of flocculent material and clear oil the addition of acid is stopped. The amount of acid required depends upon the individual oil but is usually in the range of 0.5 to 1.5%.
Immediately after all the acid is added 1 to 2% of hot water is mixed in to dilute the acid and terminate its action, and the charge is allowed to separate until the water and acid layer has settled to the bottom and can be drawn off and discarded (overnight settling is usually required). The operation is completely by washing the oil about three times with hot water.
The loss in acid refining is confined essentially to the amount of gums removed, that is, about 1.5 to 2.5% with most oils. However, the method appears to be decreasing in popularity at least in the United States.
REMOVAL OF BREAK MATERIAL BY HEAT TREATMENT
Heat treatment is seldom, if ever, employed alone for the removal of phosphatides of "break material" from oils. However, the heat treatment incidental to the steam refining process will cause the precipitation of such material.
Alkali Refining
The technology of alkali refining is concerned with the proper choice of alkalies, amounts of alkalies, and refining techniques, to produce the desired purification without excessive soponification of neutral oil and with methods for the efficient separation of refined oil and soapstock.
In general the art of refining is much more elaborately developed in Europe and in areas influenced by European practice than it is in the United States because of the greater variety of oils handled by European processors and their need for dealing with much poor-quality oil that is difficult to refine properly. On the other hand, American practice in the rapid and continuous refining of cottonseed and soybean oils of goods quality has reached a high degree of perfection and an efficiency that is unmatched by European batch methods. Recently, much interest has been manifested in continuous refining in European and in other places outside the United States, with the installation of many plants of American design and the development of at least one new process of European origin.
REFFINING WITH CAUSTIC SODA
Selection of Lye. The selection of the proper amount and strength of lye for refining is highly important in the case of any oil or fat which is to be refined with caustic soda. It might be supposed that the lye to be used could be quite simply determined upon the basis of the free fatty acid content of the oil, but expected to exhibit a more or less predictable behavior in refining, according to its free acid content, the presence of pigments and surface-active substances in most vegetable oils makes their reaction to alkali treatment extremely variable. In addition to differences in the produced by different mills, due to variations in methods of processing the oil seeds, there are also well defined variations in the characteristics of oils according to their geographical origin and other variations according a climatic conditions which occur from season to season. Variability in the reaction of the oil to refining and bleaching is particularly marked in to be case of cottonseed oil.
Batch Refining by the Dry Method. The dry method of refining is the one generally practiced in the United States where any edible fat or oil is to be batch-refined by means of caustic soda. This method is termed "dry" because the oil is treated with a relatively strong lye, and the soap stock or "foots" are recovered in a solid or semisolid form the cooled oil. It is distinguished from the "wet" method of refining, in which the soap stock is washed to the bottom of the refining kettle with considerable quantities of water and recovered in the form of a fluid solution. Dry refining, in which the soap stock is washed to the bottom of the refining kettle with considerable quantities of water and recovered in the form of a fluid solution. Dry refining has the advantage of being rapid and convenient and of producing a concentrated soap stock and a refined oil relatively free of soap or moisture. It is less suitable for treatment of oils such as linseed or degummed soybean oil, which produce soft, sloppy foots that do not readily settle to a firm mass.
The equipment required for batch refining is simple, consisting of an open tank or kettle equipped with an agitator, steam coils for heating, and a conical bottom. It is common for refining kettles to hold a full tank car of oil, or 60,000 pounds. The agitator consists almost invariably of a central vertical shaft to which are attached a series of horizontal paddle arms; the latter are placed in staggered positions down the shaft so that they will reached all portions of the kettle charge and are inclined at an angle of 45°, to give a lifting action when they are in motion. Common agitator speeds are about 40 r.p.m for rapid agitation and 8 r.p.m. for slow agitation; the former must be sufficiently vigorous to bring about intimate mixing and emulsification of the oil and lye, where as the latter is designed only to keep the contents of the kettle moving and to maintain particles of soap in suspension in the oil while they undergo melting and coalescence. Many refiners prefer continuously variable speed drives, although two-speed drives are common and appear to be satisfactory for most purposes. The heating coil must be designed to bring up the temperature of the batch rapidly; usually, but not always, the cone of the kettle is steam-jacketed to assist in melting and discharging of the foots after refining is completed.
The first stage of refining is carried out with the oil at atmospheric temperature, or in the case of a fat, at a temperature just high enough to keep the material molten and liquid. Higher temperatures are avoided, partly because they tend to increase the amount of neutral oil saponified, but more because lighter refined oil colored are obtained at relatively low temperatures. For the refining of cottonseed oil, where color removal is particularly important, an initial temperature of 68 of 75°F is preferred and specified for the official laboratory refining tests although no marked disadvantage appears to results from a temperature up to about 90°F. If the oil contains occluded air after it is pumped to the refining kettle, it must be settled long enough for the air to rise to the surface and escape. Otherwise, the foots will entrain sufficient air to float partially and thus will not settle properly to the bottom of the kettle.
After the charge of oil is at the proper temperature and free from air, the agitator is started at high speed and the proper amount of lye is rapidly run in. The lye is usually distributed fairly evenly over the surface of the oil, although an elaborate distribution or spraying system is not necessary. Agitation is then continued until the alkali and oil are thoroughly emulsified. With some oils the best results are obtained if the mixing period is relatively short, for example, 10 to 15 minutes. Other oils of the "slow-breaking" type may be mixed as long as 30 to 45 minutes. At the end of the mixing period the agitator is reduced to a low speed, sufficient only to keep the contents of the kettle stirred, and heat is applied to bring the temperature of the charge up to 135-145°F as rapidly as possible. Under the influence of heat, the emulsion breaks and the soap stock separates from the clear oil in the from of small flocculent particles which tend to coalesce as stirring is continued. After the desired degree of "break" is obtained, agitation is stopped, heat is turned off the kettle, and the soap stock, or foots, is allowed to settle to the bottom of the kettle by gravity.
Thorough settling to the soap stock before the oil is essential for low refining loss. With cottonseed oil or other oil that has a high refining loss or a tendency for much neutral oil to be occluded in the soap stock, a settling time of about 10 to 12 hours is minimum, and the batch is usually settled overnight. On the other hand, oils such as lard or tallow can be refined quite satisfactorily with a settling time of 1 to 4 hours.
When the contents of the kettle are will settled, the refined oil is drawn off the top through a swinging suction pipe, leaving the soap stock in the form of a more or less coherent mass at the bottom. Usually two suction lines of different sizes are provided, of which the larger is used to remove the bulk of the oil, and the smaller is used for a final skimming operation. Removal of the last portions of oil by judicious use of the suction pipe and by manipulating the foots with a pole or paddle requires considerable skill on the part of the operator. If the amount of soap stock is large, a portion is usually dropped through a large quick-opening valve in the bottom of the cone into an open soap stock-receiving tank under the kettle before skimming is completed. In many plants, the skimmings are not mixed with the bulk of the refined oil but are diverted to a separate tank or kettle where they are again kettled. The soap stock, too, is often heated and skimmed for oil recovery in the soap stock receiver. A dark-colored oil is obtained, however, and it must be refined.
Although dry refining produces a relatively clean and clear oil, the refined oil never the less contains traces of moisture and soap that should be removed before the oil is put into storage. As a cleaning-up procedure, a common practice is to filter the refined oil through spent bleaching earth. The use of spent earth, already saturated with oil, avoids loss of oil through retention on the earth. If the oil is bleached before it is stored it is, of course, dehydraged and freed of soap in the bleaching operation.
These procedures are not essentially altered if the fat to be refined is tallow or other animal fat, although the entire operation must, of course, be carried out at a temperature above the solidifying point of the fat.
Much care must be exercise in the refining of oils containing excessive proportions of free fatty acids, that is, above 15 to 20%. Unskillful treatment of such an oil may result in the saponification of the foots and the oil. In some cases it may be advisable to refine high-acid oils in two stages, with only partial neutralization being accomplished in the first stage. Generally, poor oils of very high acidity can be handled more satisfactorily by some variation of the wet refining method.
Batch Refining by the Wet Method. In European refineries, where most of the oils refined are high in free fatty acids and produce soft soap stock, the "wet" refining method is commonly practiced. In general, it involves heating the oil charge to a relatively high temperature, for example, 150°F, mixing in the lye, and washing down the precipitated soap stock with a spray of hot water directed on to the surface of the oil. In some cases salt, sodium carbonate, or other electrolyte is added to assist in breaking the emulsion of soap stock and oil and to aid in graining out and settling the soap stock. Several successive water washes are required to complete the substantial removal of soap from the oil. After each wash the oil must, of course, be thoroughly settled. Innumerable variations of the method are practiced according to the is sosyncrasies of the particular oil being processed, and little published information is available concerning the details of the method follows in different cases. The wet method is particularly advantageous for refining oils of very high acidity. For neutralizine extracted olive oil, which may average about 20% free fatty acids, Lewis recommends one of the following alternative method : (a) The oil is heated to 140 to 150°F and emulsified with 10% of its own weight of water. Strong (45°Be) lye is added; (b) the oil is heated to 125°F with agitation, and sufficient 20Be lye is added to combine exactly with the free acids. It is then heated to 135°F, 10 to 15% of 10% soda ash solution is added, heating is continued to 160°F, and agitation is stopped. It is reported that oils containing as high as 35% free fatty acids can be refined by these methods, with refining losses some what in excess of twice the free fatty acid content.
Continuous Caustic Refining. The batch method of caustic-refining vegetable oils such as cottonseed and soybean has been largely sueparaseded in the United States by continuous methods in which the separation of oil and foot is carried out in centrifuges. The continuous method has the double advantage of greatly reducing the time of contact between oil and alkali and of effecting a very efficient separation of foots and oil. Consequently it reduces to a minimum the loss of neutral oil through saponification or occlusion in the soap stock and at the same time produces a refined oil of as good grade as batch methods do.
The first continuous plants installed for refining cottonseed oil were sold under a guarantee that they would effect a 30% saving in refining loss over kettle refining. A report by Tyler (Table 1) indicated a slightly smaller average saving in the refining of oils produced during the test period.
Although centrifugal refining was proposed early as 1923 by Hapgood and Mayno, successful continuous systems were not developed until about ten years later as a result of the work of James and of Clayton and Thurman and associates. The first system installed in the United States was described by James (68) ; the present process embodying certain refinements is essentially as given by Tyler, from whom the following description is taken.
Crude oil from a feed tank is pumped continuously to a motor-driven mixer, where it is treated with a metered amount of caustic soda solution; a ratio flow controller is used to maintain a constant flow of caustic in relation to the flow of oil. The emulsion of lye and oil from the mixer passes through a low-pressure steam heater, where a break is obtained by raising the temperature to 140-160°F; immediately thereafter the refined oil and soap stock are separated in a primary battery of high speedcentrifuges.
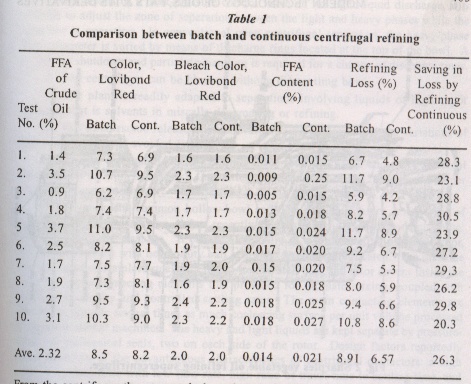
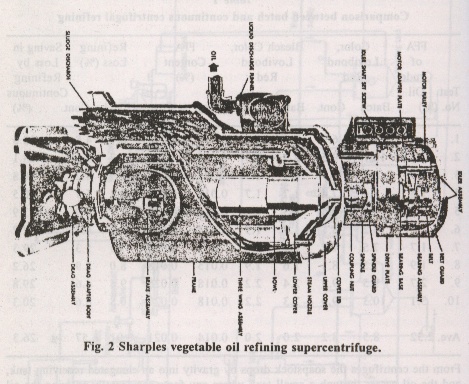
From the centrifuges the soap stock drops by gravity into an elongated receiving tank, and the oil passes through a small tank where any foots accidentally entering the oil stream can be skimmed off, and thence into a wash tank. The entire time elapsing between introduction of the lye and separation of the soap stock is only about 3 minutes.
In the wash tank the oil is mixed continuously with 10-20% of hot water, with the temperature of the mixture being maintained at 160° to 180°F. Intimate contact of the water with the oil, to wash out small amounts of soap (usually 0.10-0.020%) remaining from the primary separation, is achieved by drawing the water-oil mixture from the bottom of the tank and rapidly re-circulating it through a small "head tank" and back into the tank. The time of contact between the oil and water is about 10 minutes. From the head tank the mixture of oil and wash water is fed by gravity to a battery of secondary centrifuges which separate the water and dissolved soap from the washed oil. In some plants the oil is "double water-washed" in a second identical operation.
The wash water from the above passes through a safety tank or oil trap equipped with an oil flow alarm to the sewer. The washed oil goes to a small supply tank and from this tank is sprayed into a vacuum dryer maintained under an absolute pressure of about 1.5 inches of mercury by means of a two-stage steam ejector system with barometric condenser. Here, the moisture content, which may be as high as 0.5%, with barometric condenser. Here, the moisture content, which may be as high as 0.5%, is reduced to 0.05% or less. From the dryer the refined, washed, and dried oil is pumped to further processing or to storage.
The continuous Sharples plant described above employs either hollow-bowl or disk-bowl centrifuges. The Delaval plant is an essentially similar system which employs only disk-bowl centrifuges and, in the more recent installations, uses a hermetically sealed machines are.
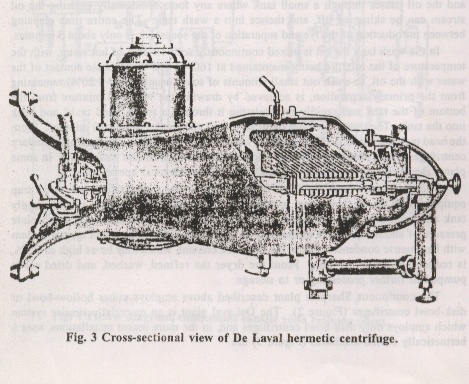
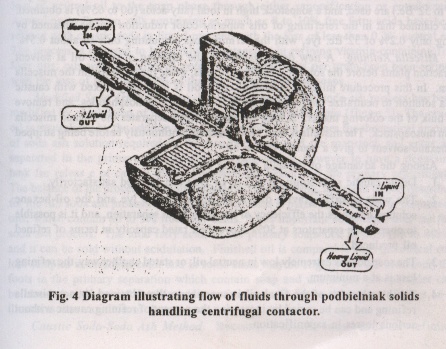
- By means of a back-pressure control valve on the light liquid discharge, it is possible to adjust the zone of separation between the light and heavy phases while the separator is operating. In conventional open centrifugal separators, the heavy-phase outlet diameter is varied by means of discharge rings located at the top of the bowl. A temporary shutdown and partial dismantling is required for a change of discharge rings.
- The centrifuges can be cleaned without dismantling bowl.
- The plant is readily adapted to separations involving liquids of high vapor pressure, that is solvents in miscella degumming or refining.
- The trouble some release of carbon dioxide encountered in some variations of carbonate refining is avoided.
In addition, the manufacturer claims a drier soap discharge and more efficient separation of oil from soap stock. Capacities ae fifteen tank cars (120,000 gallons) per 24-hour day, per machine.
In addition to the common hollow-bowl and disk-bowl separators, a new type of centrifugal separator has recently been successfully used in degumming, refining, and water washing. It consists essentially of a horizontally-positioned rotor, mounted on a shaft with heavy-duty ball bearings, force-feed lubricated. The machine is constructed of stainless steel with heavy welded stell base and rotor cover. Inside the rotor are many contacting elements that provided for intimate mixing, coupled with low liquid velocity and controlled settling rates. The main contacting elements are claimed to provide several times as much coalescing surface per unit volume processed as do conventional machines. The heavy and light liquids are kept separate by pressure-balanced mechanical seals, two on each side of the rotor. Design factors reportedly allow retention of the advantageous characteristics of centrifugal contactors : a high ratio of holding time with low flow rate, high ratio of travel time to settling time, and effective operation with relatively low gravities by machines of any practicable size.
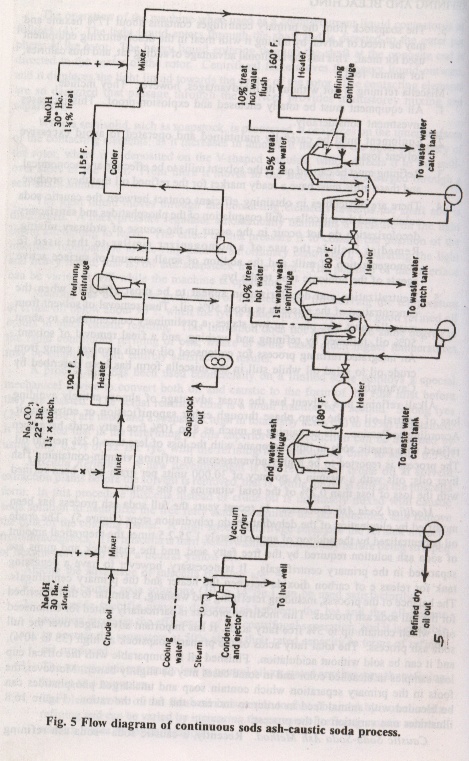
The operation of the machine when used as a counter current liquid contactor is as follows (4) : The light liquid enters through the shaft and is directed to the outer per phery of the rotor. The heavy liquid entering through the shaft at the opposite end is directed to the center of the rotor. Centrifugal force moves the heavy liquid outward, and it displaces the light liquid towards the center of the rotor. The contacting elements are so designed that passage through the orifices provides multistory mixing and separation.
When a semisolid, such as soap stock, is processed, it coalesces on the inner surfaces of the contacting elements; as it increases in amount it moves to the outer periphery of the rotor, where it is deposited on the V-shaped annuls, which directs it to the spill over sides of the rotor. From there it moves to the shaft and is discharged through a seal-shaft annulus.
The light liquid moves through the contacting elements towards the shaft and is discharged. A back-pressure regulator automatically maintains a pressure on the light liquid attempting to leave. The effect of this pressure is to control the position of the interface (complete to the ring-dam in an ordinary centrifuge), separating the light and heavy liquid, that is, oil and soap stock in the rotor. The position of the interface can be varied at will while the machine is operating.
Mention has been made previously of the necessity for heaving the temperature of crude oil below about 90°F when the lye is added in order to obtain good refined oil colors in batch caustic refining. This limitation does not apply to the same degree in the rapid continuous refining of oils, where in some cases much higher temperatures may be employed with entirely satisfactory results.
A process that has been used connercially on a limited scale employs a special mechanical device to convert both oil and caustic to the from of the fine mist before they are reacted. The actual reaction time is a small fraction of a second. Strong lyes (24 to 32°Be) are used, and a soap stock high in total fatty acids (60 to 65%) is obtained. It is claimed that in the re-refining of oils superior color reduction can be obtained by using only 0.2% of 32°Be fye, with the refining loss amounting only to about 0.5%.
Miscella Refinning. A new development is the refining of crude oil at solvent extraction plants before the solvent is removed, that is, while the oil is still in the miscella from. In this procedure miscella instead of crude oil is intimately mixed with caustic soda solution to neutralize the free fatty acids, coagulate the phosphatides, and remove the bulk of the coloring matter. A high-speed centrifuge separates the refined miscella from the soap stock. The miscella is then water-washed continuously before being sripped of hexane solvent to give a neutral yellow oil.
Among the advantage of miscella refining are :
- Dilute caustic soda solution (10 to 14°Be) can be used satisfactorily.
- The wide specific gravity differential between the lye and the oil-hexane solution increases the efficiency of the centrifugal separation, and it is possible to operate the separators at 50% above their rated capacity in terms of refined oil produced.
- The soap stock is extremely low in neutral oil; or stated another way, the refining loss is at a minimum.
- The bleach color of the final oil is superior to that obtained by non-miscella refining and can be varied by increasing the percent caustic without serious losses in saponification.
- The soap stock from the primary centrifuges contains about 17% hexane and may be freed of solven by mixing it with meal in the desolventizing equipment used for meal. This has the additional of adding fat, and thus calories, for animal feed.
Miscella refining is not without its disadvantages, however. They include :
- All equipment must be totally enclosed and explosion-proof. This increases investment considerably.
- Equipment must be carefully maintained and operated to avoid excessive solvent loss.
- Refining must be carried out at the solvent mills to be effective and economical, and these mills must have a ready market for the refined oil that they produce.
- There are difficulties in obtaining efficient contact between the caustic soda solution and the miscella-full coagulation of the phosphatides and satisfactory de-colorization do not occur in the occur in the course of ordinary mixing. Remedies include the use of a homogenizer similar to that used of homogenization of milk and the addition of small amount of surface active agents of the nonionic type to the lye.
- Neutralization and de-colorization appear to be most effective when the concentration of the miscella is about 50% oil. Thus removal of solvent from miscella must take place in two stages, a preliminary concentration to about 50% oil, followed by refining and washing, and a final removal of solvent. An integrated refining process for cottonseed oil which involves going from crude oil to salad oil while still in the miscella from has been described by Cavanagh.
Alkali refining in a solvent has the great advantage of almost entirely avoiding loss of neutral oil to the soap phase through either saponification or entrainment. According to Passino, oils containing as much as 8 to 10% free fatty acids have been refined with caustic soda in liquid propane with the loss of less than 0.2% neutral oil. The process is reported to be highly advantageous in refining vitamin-containing fish liver oils; oils with a vitamin A potency of 30,000 units per gram have been refined with the loss of less than 0.2% of the total vitamins to the soaps.
Modified Soda Ash Processes. In recent years the full soda ash process has been modified by elimination of the de-hydration and re-hydration steps. The crude oil is neutralized by the addition of approximately 1.25-2.5 times the theoretical amount of soda ash solution required by the free fatty acid, and the soap stock and gums are separated in the primary centrifugals. It is necessary, however to have a degassing tank for release of carbon dioxide between the heater and the primary centrifugals. The balance of the process, including re-refining and washing, is similar to that described for the full soda ash process. This modified process is particularly suited for cottonseed oils, which contain up to 3% free fatty acids. It has important advantages over the full soda ash process. The total fatty acids of the primary soap stock are high (35 to 40%), and it can be sold without acidulation. Finished oil is comparable with the offical cup loss samples in bleached color and in some cases may be slightly better. Moreover, the foots in the primary separation which contain soap and uncharged phosphatides can be blended with animal feed in order to increase the fat in the ration.
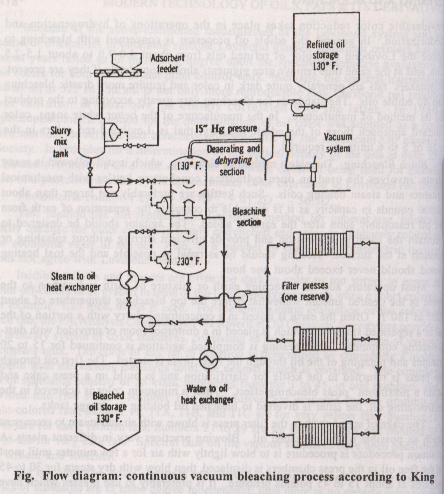
Caustic Soda-Soda Ash Method. Recently, a caustic soda-soda ash refining process has been developed. It is based on neutralizing the free fatty acids of the crude oil strong caustic solution in an exactly equivalent amount, the strong caustic serving to keep soap stock volume to a minimum. After the alkali has been uniformly and rapidly dispersed in the mixed with the oil, the mixture has then added to it a small amount of soda ash solution to precipitate the soap stock. The soda ash function to ensure the completion of the neutralization without danger of either saponification of oil or evolution of carbon dioxide (102). The amount of soda ash solution (20°Be) varies from 1.5 to 4% for crude oils of 1.5 to 6.0-8.0% free fatty acids. The inventors claim that the initial caustic soda treatment imparts a "slip" to the resulting soap stock, making it easier to discharge form the centrifuge. It is re-refined with caustic soda solution and water wash as in the other soda ash process primarily to give good cottonseed oil colors.
A series of tests comparing the caustic soda-soda ash refining procedure with the modified soda ash method have been reported by Mattikow (102). Working with 3 million pounds of crude cottonseed oil containing 1.8% free fatty acids and have a cup loss of 7.7%, it was found that the caustic soda-soda ash process gave a plant refining loss 35.7% lower than the cup loss, while the modified soda ash process in which 2½ times the soda ash solution (22°Be) required to neutralize the free fatty acids was mixed with the crude oil, showed a plant refining loss 26.4% lower than the cup loss. The mixture of oil ad soda ash solution went through heat exchangers and a vent than before going to the centrifugals which were also used in the caustic soda-soda ash test. The same refining procedure and equipment were used in both process. The reagent was 1.5% of 33°Be caustic. A flush of water in the re-refine centrifugal was employed. This process is now reported to be in used in an eight-tank-car-per-day refinery. The caustic soda-soda-soda ash process if flexible and apparently adaptable to a wide range of crude oil (1.8 to upward of 4 to 8 % free fatty acids).
Bleaching
COLORSTANDARDS
United States refiners usually determining the colors of the lighter refined and bleached oils, and also of shortenings and other oil and fat products, by matching in a suitable tin to meter a 5.25 inch column of the melted fat against red and yellow Lovibond color glasses. The red glasses are standardized by the National Bureau of Standards in terms of the Priest-Gibson N" color scale. The N" scale approximates, but does not exactly follow, the scale adopted by the manufacturers of the glasses. The latter incidentally, varies slightly from one set of glasses to the other. Yellow are imperceptible to the eye; in matching the color of a sample of oil, it is only necessary to approximate the yellow color in order to obtain a satisfactory match with the red glasses.
For most purposes, and most oils, the depth color of the fat or oil is satisfactorily expressed in terms of red units, according to the above scheme. The Lovibond system of color measurement is unsuitable, however, for oils which are excessively dark-colored or which contain in considerable concentration colored substance other than red and yellow. Among the vegetable oils which may contain colored substances other than red and yellow are olive oil, which generally has a greenish cast due to the presence of chlorophyll, and soybean oil, which may also contain considerable chlorophyll if expressed from green beans. Oils obtained from damaged oil seeds are often brown after refining and hence are difficult or impossible to match with Lovibond glasses.
Because of the above-mentioned in adequancies of the Lovibond system and because of difficulties in obtaining suitable Lovibond glasses, American refiners have in recen years relied to an increasing degree upon the spectrophotometric evalution of oil colors for both research and plant control work. Actually, the spectral transmission of an oil at 525 to 550 mu is not only more reproducible than Lovibond red readings but can also, in most oils, be closely correlated with the latter. In 1950 a spectrophotometic method for the determination of oil color was adopted as a tentative method for refined and bleached vegetable oils by the Americaln Oil chemists' Society. In provides for a determination of the optical density of the oils at 460, 550, 620, and 670 mu in a 21.8 mm cell, with following equation being used for calculation of a photometric color which approximates color expressed in Lovibond red units :
Photometric color = 1.29460 + 69.7D550 + 41.2D620 - 56.5D670
This method has not replaced the Lovibond method for general use, however, partly because the older system is firmly entrenched and color is intimately related to the economic value of the oil. Also, in a number of cases, the photometric method does not agree with Lovibond readings.
Inedible tallows and greases are often too dark in color or too strong in green or other off-colors to be graded in tems of the Lovibond system, even when a short column, for example, 1.25 inch, of oil is used. For the approximate evaluation of the colors of such fats, the Fat Analysis Committee of the Americal Oil Chemicals' Society has provided an arbitrary system of color standards, consisting of sealed vials of solutions of various in organis salts. The color of any fat in question is determined by comparing a melted sample with the various standards until the nearest match is obtained. The complete set of standards consists of 25 vials, numbered from the 1 to 45, in odd numbers, and divided into five series. Number 1 to 9, inclusive, are prepared for the grading of light-colored fats; number 11, 11A, 11B, and 11C are for very yellow fats; and number 13 to 19 are for dark, reddish fats; numbers 21 to 29 are for greenish fats; and number 31 to 45 are for very dark fats. Spectral data on the various standards have been published by Urbain and Roschen.
The so-calles FAC color system is some what confusing in as much as the different series of standards are to some degree independent; thus there in no orderly increase in color from the lowest to the highest-numbered from 13 to 19. In addition, fats are often encountered which do not match any of the standards. The FAC colors are, of course, not additive.
Drying oils are commonly graded for color according to the Lovibond system or by matching with the 1933 Gardner color standards which likewise consist of solutions of in organic salts and are numbered from 1 (the lightes) up to 18. The best pale commercial oils or bodied oils ordinarily have gardner colors in the rane of about 3 to 6.
Roughly, and FAC color of 1 is equivalent to a Gardner color of 3, which is equivalent to a Lovibond color (5.25-inch coloum) of 27 yellow, 2.7 red. Other approximate equivalent among the lighter colors are as follows : FAC No. 3 equals Gardner No. 5 equals Lovibond 70 yellow 7.0 red; FAC No. 5 equals Gardner No. 7 equal Lovibond 100 yellow, 10.5 red; FAC No. 5 equals Gardner No. 9.
Certain grades of salad or cooking oils are purposely made rather dark, but the oil used in almost all other edible products is invariably reduced to a Lovibond red color of about 2.5 or below. Certain high grade shortening products run consistently below 1.0 unit in red color. However, somewhat higher bleach colors are permissible, as considerable color reduction takes place in the operations of hydrogenation and deodorization. In general, the edible oil processor is concerned with bleaching to reduce the Lovibond red color of refined oils from about 4.0-9.0 to about 1.5-2.5 units, and at the same time remove gree pigments almost completely if they are present. Soap markers' fats are generally quite dark in color and require more drastic bleaching than do edible oils. The standards for bleaching vary greatly according to the product and its method of manufacture. In the manufacture of the better white soaps, color standards approach those of the edible industry; that is, Lovibond red colors in the range of 5 to 6 units are required.
Batch Bleaching. The oldest method of bleaching, which is still followed in many plants, involves the used on open cylindrical cone bottom kettles with mechanical agitators and steam heating coils. Such kettles are preferably not larger than about 60,000 pounds in capacity as it is desirable to complete the separation of earth from the oil reasonably soon after the earth is added. The agitator should be designed to maintain the earth in suspension and provide efficient stirring without splashing or aeration at the surface. Heating should be as rapid as possible and the total heating period should never exceed about one hour.
Most operators add the bleaching earth or mixture of earth and carbon to the kettle in the desired amount some what before the top bleaching temperature of about 220° to 180°F. Often the earth is mixed in a concentrated slurry with a portion of the oil in a separated small tank which is placed in a dustproof room or provided with dust-collecting equipment. After heating is completed, agitation is continued for 15 to 20 minutes and pumping of the oil through the filter press is started. The first oil through the press is returned to the kettle for clarification and a build up a press cake and attain a maximum "press bleaching effect". After a minimum color is achieved in the re-circulating oil, the latter is diverted to bleached oil holding or storage tanks.
The cake of spend earth in the filter press is blown with air and steam to recover as much as possible of the entrained oil. Blowing practices vary in different plants. A common procedure is procedure is to blow lightly with air for a few minutes until most of the free oil in the press chambers is displaced, then blow with dry steam for 30 to 45 minutes at about 15 to 45 pounds pressure. It is preferably to use presses which have a discharge into a closed line to avoid blowing a fog of oil particles into the press room. The blow line goes into a small closed tank vented to the outside atmosphere; from this tank condensed water is drawn off and the recovered oil is pumped back to the refining plant for reprocessing. When an acid-activated earth is used, the press should be cleaned immediately after blowing to avoid acid injury to the cotton press cloths.
Because of the greater protection afforded the oil against oxidation, batch bleaching is usually conducted under vacuum in the more modern plants. A common vacuum bleaching vessel has a capacity of about 30,200 pounds. It is cylindrical in form, with dished bottom and cover, equipped with a motor-driven agitor and heating and cooling coils. The agitator, unlike that for open kettles, should be designed to roll the charge and constantly bring fresh material to the surface to assist in deaeration. To provide larger surface and more splashing at the surface, European processors frequently use horizontal, cylindrical vessels, though they are uncommon in this country. The oil inlet should be designed to splash the oil into the evacuated vessel as the latter charged. A two-stage steam ejector capable of maintaining a vacuum of 27 to 28.5 inches is used.
Operation of the batch vacuum bleacher does not differ greatly from that of the open bleaching kettle. Some operators add the adsorbent at the beginning of the heating period; others prefer to have the oil at bleaching temperature (usually 220 to 230°F) before it is added, as dehydration of the charge is there by facilitated. The earth may be pulled from a hopper into a vessel by vacuum through 3-to-4-inch line, as it will flow almost like a liquid. After the usual 15-to 20-minute period of agitation, the batch is cooled to 160 to 180°F and filtered as described above.
Continuous Bleaching. Continuous vacuum bleaching protects the oil from the harmful effects of oxidation even more effectively than batch vacuum bleaching since better deaeration is effected by spraying the oil into a vacuum than can ordinarily be obtained by agitating a large batch under vacuum. Also, the oil and earth are more completely deaerated and the contact time between oil and earth is reduced. This reduces the soap content of the bleached oil, minimizes free fatty acids development when acid earths are used, and produces oil of improved flavor stability. Economy in earth usage and oil retention is achieved by avoiding oxidation and in one process, by filtering the feed oil through partially spent earth to achieve two-stage counter current operation. By effecting heat exchange between the feed and the bleached oil, some saving of heat exchange between the feed and the bleached oil, some saving of heat is possible.
The continuous vacuum-bleaching process of King et al. is shown in Figure 16.12. Free oil from storage is mixed continuously with adsorbent in metered amounts, and the resulting slurry is sprayed into the top section of an evacuated tower to flash off dissolved air and free moisture. It is then withdrawn from the tower, heated to bleaching temperature, and re-sprayed in to a second bottom section of the tower to remove of moisture and air. From the second section the oil-clay mixture is pumped through closed filter presses to remove the clay, and thence through a cooler to storage.
A some what similar continuous bleaching process which omits the second spraying effect has been patented by Robinson.
A newer development which is believed to be a major improvement over the other processes described is the Votator continuous counter current vacuum-bleaching plant. A schematic flow diagram is given in Figure 16.13. This system employs counter current contracting of oil and adsorbent clay. The absorbent which has reached equilibrium with respect to color-adsorbing power with the effluent oil still has bleaching power for the darker unbleached oil, and this residual bleaching power is, therefore, utilized in the counter current system.
In operation the oil to be bleached, which should be at a temperature of about 130°F, is picked up by the charge pump (1) and sprayed into the bottom section of the process vessel (2), which is held at an absolute pressure of about 1.5 inches of mercury. The spraying of the oil into a vacuum vessel is an efficient way of removing small amounts of water, dissolved and occluded air, and other gases usually contained in refined oil. A small amount of sparging steam is introduced into this section to assist in the removal of water and gases.
The rate of flow of oil is controlled by a flow controller on the charge pump discharge and controls the production rate of the system.
The deaerated and dehydrated oil is then passed through an economizer, steam heater, through a filter press which contains partially spent bleaching material, and through a back-pressure valve into the top section of the process vessel. A predetermined level of oil is maintained in the bottom, or deaerating, section of the process vessel by means of a suitable level controller actuating a control valve on the discharge side of the first-stage filter pump.
A side stream of bleached, effluent oil (about 10% of the throughput) is continuously returned to the clay slurry tank, measured through a flowmeter, and used for slurrying the clay in the final bleaching step. The clay is metered into the slurry by means of a calibrated feeder so that any desired clay dosage can be used. This clay (usually about 25% clay) is continuously drawn by vacuum through a spray nozzle into the top section of the process vessel. The spraying action here removes the air and water introduced by the clay. A small amount of sparging steam is introduced in this section to provide thorough agitation and to assist in removing air and moisture from the slurry introduced in this top section. A steam coil is provided in this section to maintain the oil at bleaching temperature. The oil and earth are withdrawn from this section by the second-stage filter pump and passed through a second filter for clay removal, thence through the economizer and after cooler, and to bleached oil storage.
When this filter has been filled with clay, valves are manipulated to make it the first-stage filter; a clean filter is employed as the second-stage filter, and the one which has been the first-stage filter is removed from service and may be blown, steamed, and cleaned to be used for a second-stage filter later. Thus one filter is out of service at all times, being cleaned or ready for service, and there in no interruption to the process.
If the feed oil is taken not from an open storage tank but directly from the vacuum dryer of a continuous refining plant, the apparatus can be simplified by omission of the first spraying or deaerating operation, with the feed goind directly through heaters to the first filter press.
Recovery of Oil from Spent Bleaching Earth. Because the equipment required (an open tank with steam coils) is so inexpensive, a process of "boiling off" is used more than any other for the recovery of oil from spent bleaching earth. Details of the method vary, but it always involves prolonged boiling of the earth with a weak alkaline aqueous solution to displace the oil from the earth without saponifying any considerable amount of neutral oil, and salting out the resulting emulsion to separate an oil layer. Recovery of the oil is incomplete, but it is possible to reduce the oil content of the earth from 30 to 4% to about 6 to 8%.
An autoclave method of deoiling described by Van der Werth is claimed to be capable reducing the oil in spent earth to 2 to 3%. The autoclave, which must be capable of with standing a pressure of about 3 atmospheres (275°F) and is provided with a mechanical agitator, is charged with 400 kg (880 pounds) of earth, 400 liters (106 gallons) of water, 12 kg (26.5 pounds) of salt. With the agitator running, the earth is gradually added to the aqueous solution of the alkali and salt, the autoclave is closed, steam is admitted, and the treatment is continued for several hours with agitation. Stirring is then discontinued, the autoflave is blown down, and after a settling period of several hour, an upper layer of oil is drawn off, a to an oil seperator for further setting. The recovered oil is stirred with a small amount of sulfuric acid to deposit sediment, settled, and washed with water.
Some what more efficient recovery of the oil is obtained by extraction of the earth with petroleum naphtha or other non-polar solvent; are undesirable because they removge a large amount of pigments and oxidized and polymerized oil from the earth. A solvent extraction plant that has been in commecial operation in this country for a number of years hass been described by Sieck. Other more modern plants are also in operation, but details of their design or operation are not publicy available.
Although the oil recovered from bleaching adsorbents is usually dark-colored and of poor quality because of oxidation which occurs during blowing of the press cake, it should be possible to recover an oil of high grade by avoiding prolonged press blowing and depending purely upon extraction for efficient oil recovery. Solvent extraction should be particularly applicable to the press cake from continuous bleaching systems.
As mentioned previously, the spent earth is discarded at many refineries without any attempt at oil recovery.
CHEMICAL BLEACHING
Some of the carotenoid pigments and possibly other coloring matters in fats and oils are converted to colorless or nearly colorless materials by oxidation. Consequently, bleaching by oxidation constitutes one of the available methods for producing light-colored oils. Obviously, it is impossible to oxidize the pigments in an oil without likewise oxidizing the glycerides of the oil to some extent, as well as destroying natural antioxidants. For this reason, bleaching by oxidantion is of limited applicability. It is never employed in the treatment of edible fats, and its chief usefulness is in bleaching palm oil or dark-colored animal fats for soapmaking.
In some cases oils are bleached by atmospheric oxygen, the batch being simply blown with the air for several hours at a moderately elevated temperature, for example, 150° to 200°F. Bleaching by aeration is particularly effective for palm oil since carotene is readily bleached by oxidation, and oil is sufficiently low in iodine number that pigments are oxidation, and this oil is sufficiently low in iodine number that pigments are oxidized without the oil being oxidized to any significant degree.
Most of the chemical agents that have been employed for bleaching are oxidizing agents. Sodium dichromate is one of the more common oxidizing agents and is often used by soap makers for bleaching palm oil. The chrome bleaching of palm oil is as follows: If the oil contains an appreciable amount of settling or solid material, these are first removed by boiling the charge with 10% salt solution and wet steam and allowing it to settle. Bleaching is conducted in a lead-lined tank, equipped with perforated coils for the injection of both steam and air. The charge consists of one ton of oil. The oil is brought to a temperature of 110°F, and 40 pounds of fine dry salt are sprinkled into the tank. Then there are added 40 pounds of concentrated commercial hydrochloric acid and 17 pounds of sodium dichromate dissolved in 45 pounds of the same acid. The latter solution is added slowly over a period of about 3 hours; the charge is agitated with air during the addition of the dichromate solution and for 1 hour thereafter. At the end of this time agitation is stopped and the aqueous phase is allowed to settle to the bottom of the tank, from which it is drawn off. About 40 gallons of water are then added, and the charge is agitated and heated with open steam to 150° to 160°F, after which the operation is completed by allowing the contents of the tank to settle over night.
